24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘 要
隨著(zhù)國內汽車(chē)業(yè)的快速發(fā)展,人們對汽車(chē)的乘用舒適性、外觀(guān)感知、安全系數等的要求越來(lái)越高,汽車(chē)新產(chǎn)品更新?lián)Q代速度一再加快,而對國內汽車(chē)制造業(yè)也提出更高的要求,單一車(chē)型生產(chǎn)線(xiàn)無(wú)法滿(mǎn)足汽車(chē)快速迭代的需求。多車(chē)型柔性化生產(chǎn)線(xiàn)是未來(lái)的重要發(fā)展方向,多車(chē)型混線(xiàn)生產(chǎn)最大的困難就是各車(chē)型的定位基準不統一,因此急需實(shí)現車(chē)身焊裝線(xiàn)上的工裝夾具定位單元柔性化設計開(kāi)發(fā)。
本文將介紹多車(chē)型柔性?shī)A具的設計開(kāi)發(fā),以下是本文主要的工作和研究?jì)热荩?/p>
首先,研究及總結車(chē)身零件的結構特點(diǎn),結合制造特點(diǎn),以此為依據分析零件總成焊接過(guò)程中,焊裝夾具的設計要求。根據現代汽車(chē)夾具設計理論,充分研究、對比適用的定位、裝夾的機構,指導后續的開(kāi)發(fā)。
其次,針對白車(chē)身由 400 多個(gè)沖壓?jiǎn)渭M成,零件種類(lèi)繁多且樣式各異,這些零件在 100 套左右的焊接夾具上裝配焊接而成為白車(chē)身,這些夾具是車(chē)身裝配和焊接的重要載體,作用重要且影響因素多、開(kāi)發(fā)難度極大。本文創(chuàng )造性的提出了基于零件不同特點(diǎn),組合不同的夾具以滿(mǎn)足零件定位需求及柔性生產(chǎn)需求的柔性焊接夾具設計開(kāi)發(fā)理論,通過(guò)柔性頂蓋夾具的成功案例進(jìn)行論證。
再次,汽車(chē)開(kāi)發(fā)正在朝著(zhù)"高質(zhì)量、短周期、低成本"的趨勢發(fā)展,客戶(hù)需求車(chē)型盡快推陳出新,車(chē)型開(kāi)發(fā)成本也一再降低,車(chē)身制造技術(shù)的發(fā)展方向是優(yōu)化廠(chǎng)房設計、工藝技術(shù),實(shí)現資源節約、效率提高,車(chē)身夾具未來(lái)的發(fā)展趨勢是簡(jiǎn)單化、輕量化、小型化、集約化、柔性化、低成本、可重構以及模塊化的。本文以側圍夾具開(kāi)發(fā)為例,研究低成本柔性化的設計方法,具有重要的意義。
本文結合國內外焊裝夾具的技術(shù)發(fā)展趨勢,對柔性焊裝夾具的設計理論開(kāi)展研究,通過(guò)基于多定位需求及典型使用工況等技術(shù)特點(diǎn)進(jìn)行深入研究,總結提煉出車(chē)身柔性焊接夾具的設計優(yōu)化方法。系統介紹了焊裝夾具的組成、結構和設計方法,對柔性焊裝夾具方案進(jìn)行了闡述、著(zhù)重介紹了基于實(shí)例的柔性焊裝夾具的設計開(kāi)發(fā)方法,通過(guò)柔性側圍夾具開(kāi)發(fā)實(shí)際運用,顯著(zhù)降低了開(kāi)發(fā)成本,取得了較好的經(jīng)濟和社會(huì )效益。
關(guān)鍵詞:車(chē)身;焊接夾具;柔性?shī)A具;設計優(yōu)化
Abstract
With the rapid development of domestic automobile industry, people have higher and higher requirements for comfort, appearance perception and safety factor of automobile. The renewal speed of new automobile products has been accelerated, and higher requirements have been put forward for domestic automobile manufacturing industry. Single vehicle production line can not meet the needs of rapid iteration of automobile. Multi-vehicle flexible production line is an important development direction in the future. The biggest difficulty in multi-vehicle mixed production line is that the positioning datum of each vehicle is not uniform. Therefore, it is urgent to realize the flexible design and development of fixture positioning unit in body welding line. This paper will introduce the design and development of multi-vehicle flexible fixture. The following are the main work and research contents of this paper.
Firstly, this paper studies and summarizes the structural characteristics of automobile body parts, combines with manufacturing characteristics, and based on this, analyses the design requirements of welding fixture in the process of welding parts assembly. According to the modern automobile fixture design theory, the suitable locating and clamping mechanisms are fully studied and compared to guide the follow-up development.
Secondly, in view of the white body is composed of more than 400 stamping sheet, there are many different kinds of parts and different styles, these parts on about 100 sets of welding fixture assembly welding and become white body, the body assembly and welding fixture is the important carrier, and influencing factors of more important role, the development difficulty is great.Creative different features is proposed based on parts, this paper combined the different demand of fixture in order to satisfy the demands of spare parts localization and flexible production of flexible welding jig design and development theory, by demonstrating the top-cover of flexible fixture of successful cases.
Again, car development is moving in "high quality, short cycle, low cost" the trend of development, customer demand models as soon as possible, model development costs are lower, is the development direction of automobile body manufacturing technology to optimize the design of the plant, process technology, realize the resource saving, efficiency, clamp the future trend of the development of car body is simple, lightweight, miniaturization, intensive, flexibility, low cost, reconfigurable and modular.Based on lateral confining fixture development as an example, this paper studies the low cost of flexible design method, has the vital significance.
In this paper, according to the development trend of welding fixture technology at home and abroad, the design theory of flexible welding fixture is studied. Based on the technical characteristics of parts, positioning requirements and operating conditions, the design optimization method of flexible welding fixture for automobile body is summarized and refined. This paper systematically introduces the composition, structure and design method of welding fixture, expounds the scheme of flexible welding fixture, and emphatically introduces the design and development method of flexible welding fixture based on examples. Through the development and practical application of flexible side fixture, the development cost is significantly reduced, and better economic and social benefits are achieved.
Key words: Vehicle body;Welding fixture; Flexible fixture; Design optimization
目 錄
第 1 章 緒 論
1.1 研究背景與意義
進(jìn)入 21 世紀以來(lái),隨著(zhù)我國的國民經(jīng)濟持續不斷高速增長(cháng),人民生活水平得到持續提高,在黨和國家政策的關(guān)懷下,整個(gè)汽車(chē)行業(yè)汽車(chē)產(chǎn)業(yè)持續發(fā)展,迎來(lái)了黃金時(shí)期。因此,汽車(chē)行業(yè)十多年來(lái)呈現不斷蓬勃發(fā)展的趨勢,汽車(chē)工業(yè)協(xié)會(huì )在 2019 年初發(fā)布了我國汽車(chē)產(chǎn)銷(xiāo)的數據,根據其相關(guān)數據,2018 年中國汽車(chē)產(chǎn)銷(xiāo)量分別為 2780.9 萬(wàn)輛和 2808.1 萬(wàn)輛,同比下降 4.16%和 2.76%,乘用車(chē)累計產(chǎn)銷(xiāo)分別完成 2309 萬(wàn)輛和 2235 萬(wàn)輛,同比下降 5%和 5.8%. 從 1986 年汽車(chē)制造業(yè)成為國民經(jīng)濟的重要支柱產(chǎn)業(yè)之后,國家歷來(lái)重視汽車(chē)產(chǎn)業(yè)的發(fā)展,汽車(chē)產(chǎn)業(yè)的帶動(dòng)作用也是其他任何行業(yè)都無(wú)法比擬的,我國汽車(chē)行業(yè)總產(chǎn)值占 GDP 比重較大,是國民經(jīng)濟支柱產(chǎn)業(yè)之一。汽車(chē)行業(yè)產(chǎn)業(yè)鏈長(cháng)、輻射面廣,與其相關(guān)的上下游產(chǎn)業(yè)極多,其上游涉及鋼鐵、機械、橡膠、石化、電子、紡織等行業(yè),下游涉及保險、金融、銷(xiāo)售、維修、加油站等行業(yè),因此汽車(chē)產(chǎn)業(yè)的平穩增長(cháng)對經(jīng)濟有很大的拉動(dòng)作用。同時(shí),汽車(chē)作為耐用消費品,隨著(zhù)居民收入的逐步提高,對社會(huì )總體消費水平有重要的拉動(dòng)作用。我國一直將汽車(chē)工業(yè)作為國家重點(diǎn)支持發(fā)展的基礎產(chǎn)業(yè)之一,近年來(lái)相繼出臺汽車(chē)下鄉、以舊換新、稅收優(yōu)惠、支持新能源汽車(chē)發(fā)展、推動(dòng)汽車(chē)行業(yè)加快兼并重組、支持汽車(chē)行業(yè)由大向強轉變等支持政策[4].作為汽車(chē)產(chǎn)業(yè)鏈的重要組成部分,國家出臺的相關(guān)政策在促進(jìn)汽車(chē)行業(yè)可持續發(fā)展的同時(shí)也帶動(dòng)了汽車(chē)制造業(yè)的快速發(fā)展。
從人均 GDP 和汽車(chē)千人保有量指標來(lái)看,我國目前所處階段與韓國 1993 年前后、巴西 2008 年前后十分相似。根據統計,1993 年韓國人均 GDP 為 8741 美元,汽車(chē)千人保有量為 142 輛;巴西 2008 年人均 GDP 為 8788 美元,汽車(chē)千人保有量為 141 輛。韓國在 2004 年人均 GDP 超過(guò) 1.5 萬(wàn)美元,汽車(chē)千人保有量達到246 輛;巴西 2014 年人均 GDP 為 1.2 萬(wàn)美元,汽車(chē)千人保有量超過(guò) 200 輛。隨著(zhù)我國人均 GDP 水平的提高,我國汽車(chē)千人保有量仍有一定的提升空間。中國汽車(chē)市場(chǎng)已經(jīng)進(jìn)入了第二個(gè)增長(cháng)階段[2],市場(chǎng)重心從一線(xiàn)城市向擁有較大發(fā)展潛力的二三線(xiàn)城市延伸。中國目前千人汽車(chē)保有量剛剛超過(guò) 100 輛,與美國近 800 輛的保有量相差巨大,意味著(zhù)中國汽車(chē)市場(chǎng)潛力依然巨大,隨著(zhù)經(jīng)濟社會(huì )的不斷發(fā)展以及城鎮化的加快,中國汽車(chē)消費量將不斷增長(cháng)。
通過(guò)對汽車(chē)制造業(yè)發(fā)展趨勢的詳細分析得知搜索據中國汽車(chē)工業(yè)協(xié)會(huì )統計,去年 1 至 7 月,汽車(chē)全行業(yè)完成工業(yè)總產(chǎn)值 3723.82 億元,同比增長(cháng) 29.44%,產(chǎn)品銷(xiāo)售收入 3598.88 億元,同比增長(cháng) 31.05%,利潤總額 221.90 億元,同比增長(cháng)51.14%.主要經(jīng)濟指標增長(cháng)都比較大,實(shí)現了增產(chǎn)增收。汽車(chē)產(chǎn)業(yè)作為國民經(jīng)濟支柱產(chǎn)業(yè)的地位越來(lái)越突出。去年交通運輸設備制造業(yè)對工業(yè)增長(cháng)的貢獻率首次躍升至 40 個(gè)工業(yè)行業(yè)之首。以汽車(chē)制造業(yè)為主的交通運輸設備制造業(yè)已取代電子信息通信業(yè),成為名副其實(shí)的領(lǐng)頭羊。 隨著(zhù)市場(chǎng)需求的不斷擴大,我國汽車(chē)工業(yè)的發(fā)展潛力也非常之大[3].
與此同時(shí),隨著(zhù)市場(chǎng)的日益飽和、行業(yè)競爭日益激烈,以及客戶(hù)對于汽車(chē)產(chǎn)品質(zhì)量的要求日益提高,汽車(chē)行業(yè)對于產(chǎn)品的開(kāi)發(fā)及制造要求越來(lái)越高。
汽車(chē)制造能力水平的高低直接決定了汽車(chē)廠(chǎng)家的產(chǎn)品質(zhì)量及口碑,而作為整車(chē)載體的白車(chē)身的制造能力更是影響到最終汽車(chē)產(chǎn)品的質(zhì)量,如外觀(guān)、密封、風(fēng)噪、使用壽命等。車(chē)身零件通過(guò)最下級夾具定位、焊接成為分總成零件,分總成零件再通過(guò)上一級夾具定位焊接,直至最終焊成白車(chē)身,汽車(chē)車(chē)身的焊接裝配過(guò)程是一個(gè)龐大而復雜的裝配系統,車(chē)身柔性薄板件的偏差、工裝夾具的偏差、焊槍工具的偏差及操作失誤將對車(chē)身焊接裝配精度產(chǎn)生影響。白車(chē)身的精度關(guān)乎到最終整車(chē)的品質(zhì),每個(gè)汽車(chē)整車(chē)廠(chǎng)無(wú)一例外把白車(chē)身的精度作為最重要的質(zhì)量控制指標做嚴格把控。
由于汽車(chē)產(chǎn)品逐漸成為快消品,為滿(mǎn)足消費者的需求,各汽車(chē)廠(chǎng)家都在研究產(chǎn)品的快速迭代,產(chǎn)品的快速迭代對車(chē)身焊裝夾具提出更高要求,以往的單車(chē)型產(chǎn)線(xiàn)勢必無(wú)法滿(mǎn)足需求[5].未來(lái)的車(chē)身焊裝夾具必須滿(mǎn)足是柔性的(可兼容多種車(chē)型)、可重構的(退市車(chē)型的夾具很大部分可以回用)、模塊化(縮短設計周期)的,而且是智能的(可實(shí)時(shí)監測并實(shí)時(shí)輸出監測數據指導維保及制造部門(mén)作出應對),只有這樣才能滿(mǎn)足產(chǎn)品的快速導入投產(chǎn)。但是作為焊裝夾具最基本的定位精度要求仍是作為首位需要確保的。
柔性焊裝夾具技術(shù)關(guān)乎到汽車(chē)廠(chǎng)整車(chē)的質(zhì)量及投產(chǎn)時(shí)間,這兩個(gè)關(guān)鍵因素是整車(chē)廠(chǎng)的生命線(xiàn),目前已經(jīng)得到各大汽車(chē)廠(chǎng)的極大重視,如何開(kāi)發(fā)可靠穩定柔性的焊裝夾具以滿(mǎn)足車(chē)身裝配的需求,提高車(chē)身的裝配質(zhì)量,是本文著(zhù)重介紹的內容。
1.2 研究現狀
1.2.1 夾具系統的設計方法
以下通過(guò)一套完整的夾具開(kāi)發(fā)流程,介紹夾具的系統設計方法。
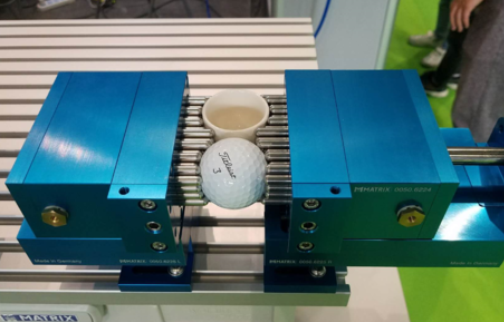
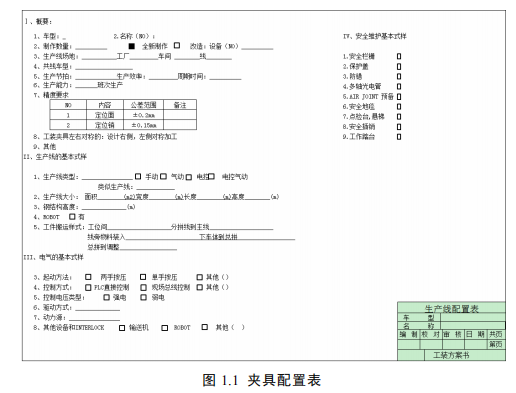
第一步,完成夾具的整體配置表,包含盡可能詳盡輸入信息:共線(xiàn)車(chē)型、生產(chǎn)節拍、占用場(chǎng)地、精度要求、生產(chǎn)能力、電氣基本樣式等等,如圖 1.1 所示。
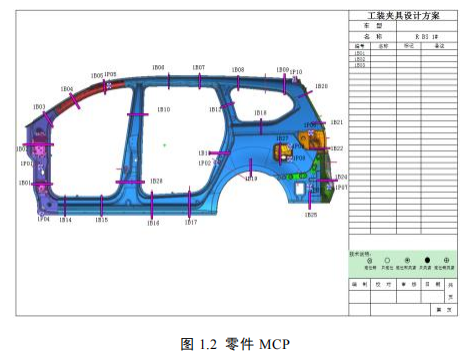
第二步,根據零件裝件順序及零件特點(diǎn)、焊點(diǎn)&涂膠等信息,結合 CDLS,完成工件的定位 MCP(關(guān)鍵定位點(diǎn))布置。如圖 1.2 所示。
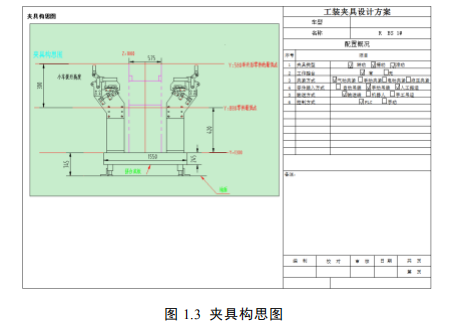
第三步,完成夾具構思圖,包括內容:夾具類(lèi)型、夾緊方式、零件裝入方式、輸送方式、控制方式、工作踏臺等。如圖 1.3 所示。
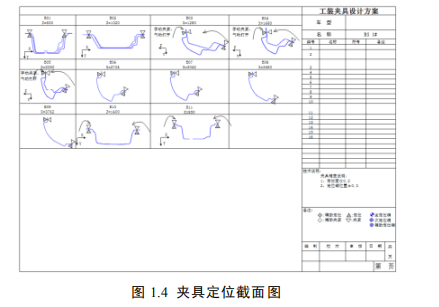
第四步,根據 MCP,結合零件裝件及定位夾緊需求特點(diǎn)并結合設計經(jīng)驗,完成夾具的 MCS(定位截面)設計,MCS 指導了夾具的細節設計,比如是否需要二級機構,夾具的動(dòng)作順序(先定位、后夾緊)等。如圖 1.4 所示。
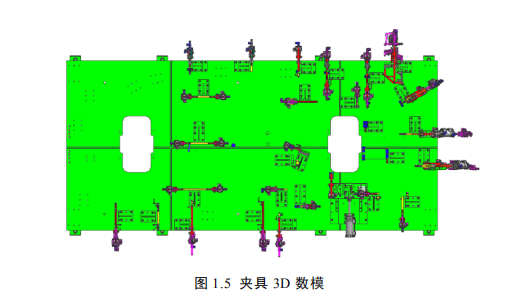
第五步,按照夾具設計規范完成夾具 3D 設計,如圖 1.5 所示。
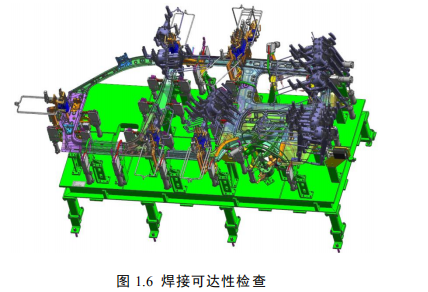
第六步,結合焊鉗數模和夾具 3D 數模,完成焊接可達性檢查,確保焊接可實(shí)現性,如出現夾具和焊接干涉的情況,就需要協(xié)調做更改,優(yōu)先考慮優(yōu)化夾具結構,或者設計更改焊鉗結構,最后的選擇就是更改定位點(diǎn)位置,如圖 1.6.
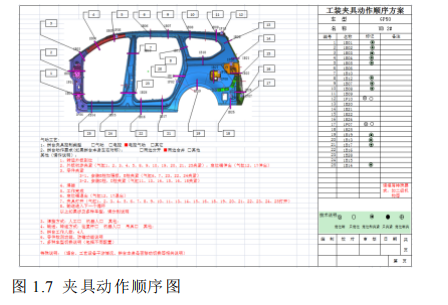
第六步,根據裝件順序、焊接工藝及零件定位要求完成夾具動(dòng)作順序圖設計交由控制工程師設計控制系統。如圖 1.7.
1.2.2 夾具方案設計開(kāi)發(fā)流程現狀
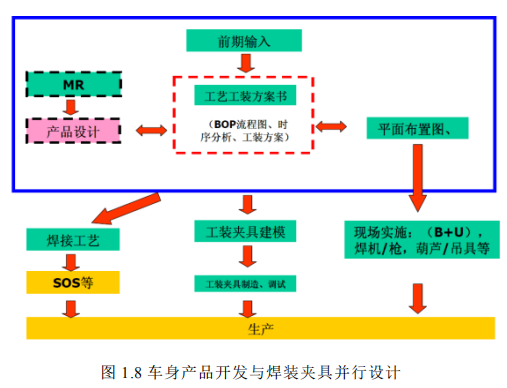
在現代汽車(chē)制造業(yè)中,汽車(chē)車(chē)身生產(chǎn)線(xiàn)是現代汽車(chē)制造廠(chǎng)四大工藝車(chē)間的核心部分,是一個(gè)汽車(chē)制造企業(yè)核心競爭力的體現。車(chē)身生產(chǎn)線(xiàn)規劃在每個(gè)新產(chǎn)品項目實(shí)施的前期階段,處在很重要的位置。由于焊接生產(chǎn)的方式不同、產(chǎn)品的結構不同、生產(chǎn)過(guò)程的復雜性不同,焊接生產(chǎn)線(xiàn)的組成和機械化、自動(dòng)化、柔性化的程度也不同,車(chē)身制造工藝需要高質(zhì)量的焊接夾具來(lái)確保。采用產(chǎn)品開(kāi)發(fā)與車(chē)身焊裝夾具并行的模式有利于縮短產(chǎn)品開(kāi)發(fā)周期,產(chǎn)品設計人員與夾具設計人員提前溝通更有利于提升產(chǎn)品設計質(zhì)量,前期 SE 分析可以提前規避很多產(chǎn)品的質(zhì)量風(fēng)險。如圖 1.8 所示。
車(chē)身焊裝夾具具體設計的主要流程,主要分為以下 3 個(gè)階段:
1.接收資料階段:工藝方案書(shū)、三維焊點(diǎn)及焊鉗、三維產(chǎn)品數模、GD&T;
2.設計階段:完成工裝方案書(shū)、工裝設計任務(wù)書(shū)、MCP、MCS,據此完成工裝三維數模;
3.提交交付物階段:工裝二維圖紙、動(dòng)作順序圖及要求、外購件清單、拼臺加工清單、工裝使用說(shuō)明書(shū)、工裝維護說(shuō)明書(shū);
1.3 研究?jì)热?/strong>
本文就柔性焊裝夾具的設計理論及優(yōu)化設計方案、實(shí)際案例展開(kāi)介紹,從系統方案、定位、夾持、切換、重構性等多方面展開(kāi)研究。
第一章,介紹研究背景、意義以及夾具方案設計開(kāi)發(fā)流程現狀,展示本文研究的主要內容和章節編排。
第二章,首先介紹白車(chē)身零件特點(diǎn),并結合白車(chē)身零件特點(diǎn)展開(kāi)介紹了白車(chē)身零件的制造特點(diǎn),從而引出了車(chē)身焊裝夾具基本要求并對焊裝夾具典型定位夾緊機構設計進(jìn)行了闡述;第三章,介紹柔性車(chē)身焊裝夾具的幾種實(shí)現形式。結合具體零件特點(diǎn)、使用場(chǎng)景、柔性需求給出定義,就基于零件定位需求及使用工況的柔性焊接夾具設計方法進(jìn)行介紹。
第四章,從車(chē)身側圍柔性?shī)A具的實(shí)際應用展開(kāi)介紹,從側圍夾具的柔性定位系統、夾具切換系統、抓手輸送系統、抓手切換系統等方面進(jìn)行論述,并介紹了側圍柔性?shī)A具的實(shí)際應用效果,佐證了其為經(jīng)濟性較佳的一種柔性側圍夾具實(shí)現模式。
第五章,總結了車(chē)身柔性?shī)A具的開(kāi)發(fā)整體思路及實(shí)踐意義,展望了未來(lái)汽車(chē)焊裝生產(chǎn)線(xiàn)要向"數字化""智能化" 轉型,未來(lái)我們工程技術(shù)人員任重而道遠。
第 2 章 車(chē)身焊接夾具設計原理
2.1 白車(chē)身制造特點(diǎn)與焊接夾具設計要求
2.1.1 白車(chē)身零件特點(diǎn)介紹
2.1.2 白車(chē)身零件制造特點(diǎn)介紹
2.1.3 車(chē)身焊裝夾具基本要求
2.2 典型定位夾緊機構設計
2.2.1 典型定位夾緊機構結構
2.2.2 壓板的設計
2.2.3 壓板夾緊力的取值與選用氣缸的關(guān)系
2.2.4 普通夾緊氣缸使用原則
2.2.5 定位塊厚度要求
2.2.6 調整墊片要求
2.2.7 定位塊的要求
2.2.8 限位塊的要求
2.2.9 定位銷(xiāo)的要求
2.3 本章主要內容
第 3 章 多夾具單元組合優(yōu)化的頂蓋整體柔性?shī)A具的開(kāi)發(fā)
3.1 柔性?shī)A具單元的優(yōu)化設計方法
3.1.1 同套定位單元切換柔性定位夾具
3.1.2 不同定位單元切換柔性定位夾具
3.1.3 全柔性定位夾具
3.2 頂蓋整體柔性?shī)A具的方案說(shuō)明
3.2.1 三車(chē)型的頂蓋零件特點(diǎn)介紹
3.2.2 定位策略的確定
3.2.3 定位夾緊方案設計
3.2.4 頂蓋整體柔性?shī)A具機構的結構設計
3.3 本章小結
第 4 章 基于低成本、少空間的側圍整體切換柔性?shī)A具的設計開(kāi)發(fā)
4.1 柔性側圍夾具方案選擇
4.2 柔性側圍焊裝夾具總體方案
4.2.1 側圍場(chǎng)地布局
4.2.2 側圍生產(chǎn)過(guò)程
4.2.3 轉臺結構及切換形式
4.2.4 補焊臺結構及切換形式
4.2.5 抓手切換形式
4.2.6 柔性側圍夾具柔性特點(diǎn)
4.3 本章小結
第 5 章 總結與展望
5.1 總結
為滿(mǎn)足消費者對汽車(chē)多樣化和汽車(chē)產(chǎn)品更新?lián)Q代不斷加快的需求,新車(chē)型開(kāi)發(fā)成為汽車(chē)生產(chǎn)商占據市場(chǎng)的重要手段。為節省汽車(chē)制造和開(kāi)發(fā)成本,多數主機廠(chǎng)使用模塊化、平臺化的設計和制造,既可以共用生產(chǎn)設備和人員,同時(shí)借鑒現在商品化車(chē)型的經(jīng)驗,在商品化車(chē)型的基礎上進(jìn)行不斷地改進(jìn)和優(yōu)化設計。由此帶來(lái)的問(wèn)題是產(chǎn)品快速迭代及產(chǎn)品品種的多樣化生產(chǎn)。
車(chē)身設備的投資在整車(chē)的設備投資占比很高,如何降低車(chē)身設備的投資是廣大汽車(chē)廠(chǎng)家都在考慮的問(wèn)題,而車(chē)身線(xiàn)夾具的柔性化開(kāi)發(fā)正好解決了此問(wèn)題,但是因為車(chē)身精度關(guān)乎到最終整車(chē)的品質(zhì),所以對車(chē)身焊裝夾具的精度及穩定性也提出了更高的要求。正因為此,所以本文重點(diǎn)討論了車(chē)身焊裝夾具的柔性化、可重構性、自動(dòng)化、穩定性提升等。本文所論述之側圍柔性焊裝夾具已經(jīng)得到應用,也得到了較好的驗證,可滿(mǎn)足生產(chǎn)節拍50JPH,焊接自動(dòng)化率達到100%,將柔性、智能、高效、可靠發(fā)揮至極致。
本文所研究?jì)热菔潜救嗽谄髽I(yè)工作多年工作的總結和提升,可以有效指導類(lèi)似柔性焊裝夾具的開(kāi)發(fā)設計,取得了良好的社會(huì )效益和經(jīng)濟效益。伴隨著(zhù)車(chē)身焊裝夾具開(kāi)發(fā)周期一再壓縮,成本控制越來(lái)越嚴格,這就要求我們必須改變以往的開(kāi)發(fā)模式,通過(guò)系統化、模塊化、標準化的設計加快設計進(jìn)度,不能僅僅依靠人員的主觀(guān)動(dòng)能,而要建立數據庫及標準化流程指導設計,這個(gè)研究意義重大,然而由于本人經(jīng)驗缺乏,知識面有限,在實(shí)踐中還有許多需要進(jìn)一步討論:
1.建立柔性?shī)A具開(kāi)發(fā)大數據庫,包括典型機構、典型方案、可重構件庫等,方便設計時(shí)隨時(shí)調閱及借鑒;
2.收集其他分總成及主焊線(xiàn)柔性設計的研究成果,完善焊裝夾具柔性設計方案;
3.夾具設計目前仍是非標設計,未來(lái)如何進(jìn)行模塊化、集成化、標準化的夾具設計還有待于繼續深入研究;
4.對未來(lái)車(chē)身制造新技術(shù)進(jìn)行應用性研究,為今后的成熟推廣應用,積累經(jīng)驗及工藝數據,確保可靠性、安全性;
5.智能工廠(chǎng)是未來(lái)汽車(chē)制造業(yè)的發(fā)展方向,智能工廠(chǎng)的前提是數字化,車(chē)身設備的數字化是大勢所趨,未來(lái)車(chē)身焊裝夾具會(huì )采用更多各種類(lèi)似激光測距開(kāi)關(guān)及各種傳感器收集車(chē)身夾具數據,后臺網(wǎng)絡(luò )分析這些數據并實(shí)時(shí)反饋給使用部門(mén)做相應應對,以達到減少不良品發(fā)生率,實(shí)現車(chē)身智能化的質(zhì)量預防與控制,采集線(xiàn)體的實(shí)時(shí)動(dòng)作和事件數據,可以讓生產(chǎn)線(xiàn)上的一切動(dòng)作都可視化;同時(shí)還可以發(fā)現低效及可優(yōu)化的設備,這些影響效率的問(wèn)題在這之前都被隱藏在流程中無(wú)法被發(fā)現。不但可以發(fā)現何時(shí)在何處可以如何增加產(chǎn)能,還能知道如何做才能實(shí)現產(chǎn)能的最大化。所以焊接夾具的未來(lái)發(fā)展方向是實(shí)現各種數據的在線(xiàn)實(shí)時(shí)采集,建立所有工裝設備的大數據庫,所有工裝設備的信息都存儲在數據庫中,實(shí)現動(dòng)態(tài)實(shí)時(shí)跟蹤,實(shí)現工裝設備的全生命周期管理,這是未來(lái)的重點(diǎn)研究方向。
5.2 展望
隨著(zhù)消費者對汽車(chē)產(chǎn)品更新?lián)Q代需求的提速,作為整車(chē)載體的白車(chē)身的迭代速度起到關(guān)鍵作用,未來(lái)的車(chē)身焊裝線(xiàn)必須采用具備節拍內車(chē)型切換功能以實(shí)現高節拍柔性化高效率的自動(dòng)線(xiàn)方式,多車(chē)型柔性焊裝生產(chǎn)線(xiàn)成為各大整車(chē)廠(chǎng)的重點(diǎn)研究課題[9].未來(lái),柔性焊裝生產(chǎn)線(xiàn)也將向智能化方向發(fā)展,車(chē)身夾具技術(shù)需要從前期設計到生產(chǎn)過(guò)程具備虛擬仿真分析、質(zhì)量控制、過(guò)程動(dòng)態(tài)監控等一體化控制手段提高車(chē)身精度與焊接質(zhì)量,需要不同學(xué)科的人員參與并協(xié)作。
"中國制造2025",是中國制造業(yè)未來(lái)10年的頂層規劃和路線(xiàn)圖[9],隨著(zhù)智制能造時(shí)代的來(lái)臨,汽車(chē)制造業(yè)正在全面邁向智能制造,車(chē)身制造行業(yè)需要盡快推進(jìn)智能化、數字化轉型升級,進(jìn)一步提升汽車(chē)制造工藝和質(zhì)量水平,自動(dòng)化水平的提高和數字化發(fā)展提升產(chǎn)能利用率,創(chuàng )造汽車(chē)制造的革命性成就。各車(chē)企技術(shù)人員需要不斷創(chuàng )新掌握先進(jìn)技術(shù),不斷升級用戶(hù)體驗感,不斷優(yōu)化研發(fā)及生產(chǎn)成本,將技術(shù)成果轉化成實(shí)實(shí)在在的生產(chǎn)力,共創(chuàng )品質(zhì)未來(lái),這或許也屬于里程碑式的成就。
作為汽車(chē)焊裝行業(yè)的普通一員,我為生在這樣的時(shí)代而自豪,同時(shí)也倍感壓力,我將不斷學(xué)習,永葆激情,勇敢面對未來(lái)更大的挑戰。
參考文獻
[1] 蒙文范。 多車(chē)型柔性定位切換模塊化設計[J]. 裝備制造技術(shù), 2014
[2] 王劍。 復雜曲面柔性件測量夾具設計方法研究[D]. 上海交通大學(xué), 2004.
[3] 曹彥玲。 汽車(chē)多車(chē)型柔性焊裝線(xiàn)研究[D]. 湖南大學(xué), 2014.
[4] 陳伊娜。 論如何進(jìn)行沖壓模具的維護保養[J]. 企業(yè)科技與發(fā)展, 2012
[5] 席升印。 基于實(shí)例的車(chē)身總拼柔性?shī)A具方案設計研究[D]. 上海交通大學(xué), 2008
[6] 陳晶華。 A 汽車(chē)動(dòng)力股份有限公司發(fā)展戰略研[D]. 黑龍江大學(xué),2014.
[7] 羅來(lái)軍。 基于焊裝特征和偏差控制的車(chē)身柔夾具設計方法研[D]. 上海交通大學(xué), 2002.
[8] 裴義林。 后地板縱梁前段拉深數值模擬及工藝參數優(yōu)化[J]. 模具工業(yè),2016.
[9] 程楠。 基于 N300 系列車(chē)型焊接工裝的設計開(kāi)發(fā)[J]. 汽車(chē)工藝與材料, 2013.
[10] 宋昌銘。 淺談某車(chē)型后部下車(chē)體總成尺寸控制方案[D]. 企業(yè)科技與發(fā)展, 2016.
[11] 潤雨。 2004 年河北省公務(wù)員考試申論真題參考答案[N] . 新浪博客, 2012.
[12] 李建。 低噪聲橢圓擺線(xiàn)轉子機油泵齒廓線(xiàn)型優(yōu)化技術(shù)研究[D]. 湖南大學(xué), 2015.
[13] 汽車(chē)供應商:改變全球行業(yè)格局的重要一環(huán)[Z]. 2012 全球汽車(chē)論壇, 2012.
[14] 李楠。 淺談閉鎖料斗平衡閥死區優(yōu)化調整[J]. 中國化工貿易, 2013
[15] 陳曉華, 黃金陵。 RPS在車(chē)身精度設計上的應用[J]. 汽車(chē)技術(shù), 2006(8):18-21.
[16] 韋仁,轉型升級中的汽車(chē)裝備制造-工業(yè)和信息化部裝備工業(yè)司副司長(cháng)王衛明談中國汽車(chē)裝備現狀、展望[J],裝備制造, 2014 年 05 期,44-47
[17] 許瑞麟,朱品朝,于成哉等。汽車(chē)車(chē)身焊接技術(shù)及發(fā)展現狀[J],電焊機,2010年 05 期,1-18
[18] 李文忠,李津。淺析汽車(chē)混流柔性焊接生產(chǎn)線(xiàn)制造技術(shù)[J],汽車(chē)工藝與材料,2006 年 08 期,21-23,31
[19] Lnyong Ham.Computer-aided process planning:The Present and the Future[J].Annal of the CIRP,1988,37(2)
[20] 591-601劉延林。柔性制造自動(dòng)化概論(第二版)[M]. 2010 年 6 月第 2 版第6 次印刷。武漢:華中科技大學(xué)出版社,43-57
[21] 袁世武。東風(fēng)本田二工廠(chǎng) 10 萬(wàn)臺車(chē)身柔性焊裝線(xiàn)工藝設計和應用[J],汽車(chē)工藝與材料,2013 年第 4 期,1-8
[22] 韓根云。多品種焊裝混流生產(chǎn)共線(xiàn)改造及工藝設計[J],汽車(chē)工藝與材料,1999年 08 期,19
[23] 胡鑫,蔡交華。自動(dòng)化焊接生產(chǎn)線(xiàn)在奇瑞 A3 車(chē)型中的應用實(shí)例[J],制造技術(shù)與材料,2010 年 19 期,22-25
[24] Mc Kay K N,Wiers V C S.Unifying the theory and practice of produc- tion scheduling[J]. Journal of Manufacturing System,1999,18(4):241-255
[25] 杜坤。 柔性化焊接制造技術(shù)在江淮汽車(chē)上的應用[J],汽車(chē)工藝與材料,2014年 03 期,9-13
[26] 潘啟斯,覃家仁,黃燕清。 系統工程在汽車(chē)焊接生產(chǎn)線(xiàn)自主開(kāi)發(fā)集成中的應用[J],裝備制造技術(shù),2013 年第 4 期,188-190
[27] 王穎,張維官。柔性化焊接生產(chǎn)線(xiàn)助力汽車(chē)產(chǎn)品更新?lián)Q代[J],焊接與切割,2013年第 16 期,16-17
[28] 肖永清。柔性制造技術(shù)為汽車(chē)生產(chǎn)提供最佳解決方案[J],現代零部件,2009 年05 期,68-70
[29] 顧曄斌。車(chē)身柔性生產(chǎn)線(xiàn)過(guò)程 FMEA 模型的建立和應用[D].上海:上海交通大學(xué),2007
[30] Beach R,Muhlemann A P,Price D H R,et al.A Review of Manufacturi- ngFlexibility[J]. European Journal of Operational Research,2000,122(1):41-57
[31] 朱耀祥等,夾具設計自動(dòng)化的現狀及發(fā)展趨勢[J],機械科技,1993(10):18-21
[32] 黃威、謝存禧等,可重組柔順夾具定位及夾緊元件的研究設計[N], 廣東機械學(xué)院學(xué)報,1996,14(4):30-35
[33] 朱偉成,賈青云,付吉順等,現代汽車(chē)制造技術(shù)[J],輕型汽車(chē)技術(shù),2003, 4:4-9
[34] 劉方湖,陳振華,面向裝配的設計型專(zhuān)家系統的研究與開(kāi)發(fā)[J],機械設計與研究,1999,5:12-14
[35] 陳關(guān)龍,羅春源,來(lái)新民,焊裝夾具研究發(fā)展和現狀[R],中國汽車(chē)工程學(xué)會(huì )制造分會(huì )第八屆檢測年會(huì )論文
[36] Koste L L,Malhotra M K.A Theretical Framework for Analyzing the Dimensions of Manufacturing Flexibility[J]. Journal of Operations Manageme- nt,1999,18(1):75-93
[37] 熊曉萍,陶明元,汽車(chē)車(chē)身裝焊夾具的結構設計[J],汽車(chē)工藝與材料,1997年,5 期,38~41
[38] 王旭敏,汽車(chē)焊裝夾具的設計[J],電子機械工程,1999年,第6期,58~60
[39] 盧金火,并行工程在汽車(chē)車(chē)身開(kāi)發(fā)上的應用[J],汽車(chē)工程,1997,19(3):134-138
[40] 吳衛東,閔新力等,用專(zhuān)家系統方法進(jìn)行汽車(chē)夾具的自動(dòng)化設計[J],機械工程師,1999,12:7-9
[41] 李海波等,面向產(chǎn)品并行設計的敏捷夾具設計系統[J],計算機集成制造系統-CIMS, 2001 年 7 卷 8 期,44-48
[42] 沈向東。柔性制造技術(shù)[M],北京:機械工業(yè)出版社,2013, 1-33
[43] 鄭永前。基于知識工程的白車(chē)身生產(chǎn)線(xiàn)規劃方法[J],制造業(yè)自動(dòng)化,2008年02期,12-16
[44] 李占營(yíng),年雪山,魏迎旺。論轎車(chē)車(chē)身柔性焊裝線(xiàn)的規劃和應用[J],汽車(chē)工藝與材料,2010年09期,17-20
[45] 李建收,汪娟,倪寶等。柔性化高速輸送系統在焊裝生產(chǎn)的應用[J],電焊機,2013年 02 期,20-25
[46] 林華。從汽車(chē)焊裝領(lǐng)域看同步工程的發(fā)展和應用[J],現代零部件,2009年01期,88-91.
致 謝
研究生生涯轉瞬即逝,有幸在離開(kāi)校園多年之后再進(jìn)入校園進(jìn)行學(xué)習,更為幸運的是進(jìn)入了中國汽車(chē)行業(yè)人才翹楚的湖南大學(xué)進(jìn)行學(xué)習,深感幸運。通過(guò)這幾年的深造,我系統學(xué)習了汽車(chē)理論、汽車(chē)設計、輕量化、新能源等專(zhuān)業(yè)課程,這些課程讓我對汽車(chē)的認識更為全面,從一個(gè)汽車(chē)知識小白成長(cháng)為準專(zhuān)業(yè)人士,更為重要的是這些汽車(chē)知識對我目前的日常工作有很大的幫助作用,直觀(guān)的表現就是看待工作中碰到的問(wèn)題更全面了,不再像以往那樣局限于某一方面,可以站在更高層面上系統的看待及分析解決問(wèn)題了。
在此非常感謝湖南大學(xué)的各專(zhuān)業(yè)科老師們,正是你們的辛勤無(wú)私傳授,我才能高效吸取這些知識,并快速應用到工作中。在此對你們致以崇高的敬意和真誠的祝福。
特別感謝胡朝輝導師對我專(zhuān)業(yè)上的指導,給我指明了研究的方向,讓我有了努力攀登的動(dòng)力;感謝聶昕老師為我們搭接了學(xué)習交流分享的平臺,正是有了你的悉心組織,同學(xué)們之間才有了溝通的橋梁,可以分享和交流各自學(xué)習的收獲和困難。也感謝顧成波同學(xué)在我論文寫(xiě)作過(guò)程中對我的悉心指導,讓我順利完成本篇論文。
感謝我的父母,是你們背后的默默支持,才成就了今天的我,我所取得的成績(jì)都離不開(kāi)你們的辛苦付出,在此祝爸爸媽媽身體健康。
最后祝所有共同奮斗過(guò)的同學(xué)們,歡樂(lè )的時(shí)光雖然短暫,然而值得銘記,祝大家工作順利,身體健康,在未來(lái)的工作中取得更大的成績(jì)。
(如您需要查看本篇畢業(yè)設計全文,請您聯(lián)系客服索取)