24ذ،•r(sh¨ھ)ص“خؤ¶¨ضئںل¾€(xi¨¤n)
24ذ،•r(sh¨ھ)ص“خؤ¶¨ضئںل¾€(xi¨¤n)
صھزھ
،،،،ïw™C½Yک‹¼×÷éک‹³ةïw™C™Cَw¹ا¼ـ؛حڑâ„س(d¨°ng)حâذخµؤضطزھ²؟¼£¬ثü¾كسذئ··N·±¶à،¢¹¦ؤـضطزھµؤجطüc(di¨£n)،£éءثجل¸كïw™C½Yک‹¼µؤ¼س¹¤ظ|(zh¨¬)ء؟£¬‡ّƒب²ةسأءثدبكM(j¨¬n)µؤ¼س¹¤¹¤ث‡£¬µ«تاسةسع™C´²ٹA¾كµؤبلذش»¯إc×ش„س(d¨°ng)»¯³ج¶بµح£¬Œ§ضآٹA¾ك”µء؟¶à،¢ٹA¾ككmسأ·¶‡ْص،¢¹¤¼رbٹAہ§ëy£¬‡ہضطس°ي‘ءثïw™C½Yک‹¼µؤ¼س¹¤ذ§آت؛ح¼س¹¤ظ|(zh¨¬)ء؟،£شعïw™C½Yک‹¼ٹA¾كشOس‹ك^(gu¨°)³جضذ£¬ذèزھ»¨ظM´َء؟µؤ•r(sh¨ھ)égب¥ک‹½¨ءم²؟¼ؤ£ذح؛حج“”Mرbإن£¬س°ي‘ءثٹA¾كµؤشOس‹ذ§آت،£éءث½â›Qةدتِ†–(w¨¨n)î}£¬±¾خؤكM(j¨¬n)ذذءثزشدآژ×·½أوµؤرذ¾؟،£
،،،،ت×دب£¬شعCATIAh(hu¨¢n)¾³دآ£¬ہûسأVBصZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y،£ہûسأVBé_(k¨،i)°l(f¨،)ءثٹA¾كشOس‹دµ½y½çأو£¬Œچ(sh¨ھ)¬FءثCATIAإcدµ½y½çأوµؤم•½س£¬²¢شOس‹ءثدµ½y³جذٍ،£ك\سأ׃ء؟ٍŒ„س(d¨°ng)…¢”µ»¯½¨ؤ£·½·¨إc³جذٍٍŒ„س(d¨°ng)…¢”µ»¯½¨ؤ£·½·¨£¬Œچ(sh¨ھ)¬FءثٹA¾كشھ¼µؤ…¢”µ»¯½¨ؤ££¬²¢ت¹سأ؛êن›ضئ·½ت½پي(l¨¢i)«@ب،²؟·ض½¨ؤ£³جذٍ،£ہûسأCATIAجل¹©µؤAPI½س؟ع؛حVBصZ(y¨³)رشŒچ(sh¨ھ)¬Fءث¸½ژ§¼sتّêP(gu¨،n)دµµؤٹA¾ك¸÷ءم²؟¼égµؤج“”Mرbإن،£ش”¼ڑصf(shu¨)أ÷ءثٹA¾كکثœت¼ژىµؤ½¨ژى·½°¸£¬²¢إeہصf(shu¨)أ÷ءثک‹½¨ٹA¾كکثœت¼ژىµؤ¾كَw·½·¨£¬½é½BءثٹA¾كکثœت¼ژىµؤ½Yک‹،£
،،،،ئن´خ£¬زشïw™Cèىîگ(l¨¨i)½Yک‹¼µؤمٹد÷¼س¹¤éہ£¬جل³ِءثز»·Nبلذش،¢؟ىثظ،¢×شكm‘ھ،¢¶à¹¤خ»ٹA¾ك·½°¸£¬²¢ہûسأٹA¾كشOس‹دµ½yŒچ(sh¨ھ)¬Fءث¸÷ءم²؟¼µؤ…¢”µ»¯½¨ؤ£؛حج“”Mرbإن£¬جل¸كءثٹA¾كµؤشOس‹ذ§آت،£·ضخِءثïw™Cèىîگ(l¨¨i)½Yک‹¼µؤجطüc(di¨£n)£¬´_¶¨ءثٹA¾كµؤٹA¾o؛ح¶¨خ»·½°¸£¬Œچ(sh¨ھ)¬FءثٹA¾ك½Yک‹µؤ؟‚َwشOس‹،£ش”¼ڑ·ضخِءثمq—Uشِء¦™Cک‹µؤشہي£¬²¢شOس‹ءث¶´خص½»مq—U‰ˆء¦™Cک‹£¬زشڈ›رaڑâ„س(d¨°ng)‚÷„س(d¨°ng)ٹA¾oء¦²»×مµؤب±üc(di¨£n)،£شOس‹ءثٹA¾كڑâ„س(d¨°ng)ٹA¾oدµ½y£¬²¢ش”¼ڑصf(shu¨)أ÷ءثڑâ„س(d¨°ng)ٹA¾oشہي£¬جل¸كءثٹA¾كµؤ×ش„س(d¨°ng)»¯³ج¶ب،£´ثٹA¾ككmسأسع²»ح¬³ك´çµؤèىîگ(l¨¨i)ءم¼£¬Œچ(sh¨ھ)¬Fءث¹¤¼µؤ¶à¹¤خ»¼س¹¤£¬ڈؤ¶ّجل¸كءثٹA¾كµؤبلذش»¯³ج¶ب،£
،،،،×î؛َ£¬²ةسأخ÷éT(m¨¦n)×سS7-200دµءذPLCشOس‹ءثٹA¾ك؟طضئدµ½y،£ش”¼ڑصf(shu¨)أ÷ءثٹA¾ك؟طضئدµ½yµؤ؟طضئزھاَ£¬ہLضئءثٹA¾ك؟طضئدµ½yµؤ؟طضئء÷³جˆD£¬²¢حê³ةءثPLC؟طضئئ÷إc‚÷¸ذئ÷µؤكxذح£¬´_¶¨ءثٹA¾ك؟طضئدµ½yµؤ½M³ة½Yک‹،£¸ù“؟طضئدµ½yµؤ؟طضئزھاَ£¬´_¶¨ءثI/O؟عµطض··ضإن£¬²¢¸ù“I/Oµطض··ضإن±ي£¬´_¶¨ءث؟طضئدµ½y½س¾€(xi¨¤n)ˆD،£¸ù“³جذٍشOس‹µؤز»°م·½·¨£¬شعSTEP7-Micro/WINـ›¼ضذ¾ژضئءثدà‘ھµؤ؟طضئ³جذٍ£¬²¢Œ¦؟طضئ³جذٍكM(j¨¬n)ذذدà‘ھµؤص{ش‡£¬ؤ£”MŒچ(sh¨ھ)ëH¹¤›r£¬زش±£×C؟طضئ³جذٍµؤ؟ةذذذش،£
،،،،êP(gu¨،n)وIش~£؛ïw™C½Yک‹¼£¬CATIA,…¢”µ»¯شOس‹£¬بلذش?sh¨©)A¾ك£¬ڑâ„س(d¨°ng)ٹA¾o£¬PLC
Abstract
،،،،The aircraft structural parts are important components of the aircraft frame and aircraft aerodynamic shape. They have the characteristics of important function and different material. In order to improve the processing quality of aircraft structural parts, advanced processing technology is adopted at home. However, because of the low flexibility and low automation of the machine tool fixture, the number of fixture, the narrow application range of the fixture and the difficult clamping of the workpiece are caused. The processing efficiency and processing quality of aircraft structural parts are seriously affected. During the design of fixture for aircraft structural parts, It takes a lot of time to build parts model and virtual assembly, which affects the design efficiency of the fixture. In order to solve the above problems, this paper has carried out the following aspects of research.
،،،،Firstly, in the environment of CATIA, a fixture design system for aircraft structural parts is developed with VB. The interface of the fixture design system is developed with VB, and the interface between CATIA and the system interface is realized, and the system program is designed. Parameterized modeling of fixture elements is realized by variable driving parametric modeling method and program driven parametric modeling method, and macro modeling is used to get part of modeling program. Using the API interface provided by CATIA and the VB language,the virtual assembly between the parts of the fixture with the attached constraint is realized. The construction plan of fixture standard part library is explained in detail. An example is given to illustrate the specific method of building fixture standard part library, and the structure of fixture standard part library is introduced.
،،،،Secondly, taking the milling process of aircraft truss structure as an example, a flexible, fast, adaptive and multi station fixture scheme is proposed, and the fixture design system is used to realize parametric modeling and virtual assembly of components, which improves the efficiency of fixture design. The characteristics of the aircraft truss structure are analyzed, the clamping and positioning scheme of the fixture is determined, and the overall design of the fixture structure is realized. To make up for the lack of pneumatic clamping force transmission faults, a detailedanalysis of the principle of toggle force amplifier, and the design of the two orthogonal toggle incremental force mechanism. The pneumatic clamping system of the fixture is designed, and the principle of pneumatic clamping is explained in detail,and the degree of automation of the fixture is improved. The fixture is suitable for different sizes of the truss parts, and the multi position processing of the workpiece is realized, thus the flexibility of the fixture is improved.
،،،،Finally, the fixture control system is designed by using the SIEMENS S7-200 series PLC. The control requirements of the fixture control system are explained in detail, the control flow chart of the fixture control system is drawn, and the selection of the PLC controller and sensor is completed, and the structure of the fixture control system is determined. According to the control requirements of the control system, the I/O address distribution is determined, and the wiring diagram of the control system is determined according to the I/O address distribution table. According to the general method of programming, the corresponding control program is programmed in STEP7-Micro/WIN software, and the control program is debugged correspondingly to simulate the actual working condition, so as to ensure the feasibility of the control program.
،،،،Keywords: Aircraft structural parts, CATIA, Parameterized design, Flexible fixture,Pneumatic clamping, PLC
ؤ؟ ن›
،،،،µع 1 صآ ¾wص“
،،،،1.1 صnî}پي(l¨¢i)ش´¼°زâءx
،،،،شعïw™CضئشىکI(y¨¨)ضذ£¬¹¤ث‡رb‚نµؤبلذش»¯إc×ش„س(d¨°ng)»¯‚نتـêP(gu¨،n)×¢£¬بلذش¹¤رbدµ½yتا½µµح¹¤رbضئشى³ة±¾؛ح؟s¶ج¹¤رbœت‚ن•r(sh¨ھ)égµؤضطزھتض¶خ£¬ح¬•r(sh¨ھ)ز²ؤـسذذ§جل¸كةْ®a(ch¨£n)آت،£“½yس‹£¬ïw™C½Yک‹¼ٹA¾ك”µء؟´َ¼sص¼¹¤رb؟‚ء؟µؤ30%,ز»ج׌£(zhu¨،n)سأٹA¾كµؤئ½¾ùشOس‹ضـئعé40جى×َسز،£شع‚÷½yµؤٹA¾كشOس‹ضذ£¬¸÷ءم²؟¼µؤضطڈح½¨ؤ£،¢ج“”Mرbإنµبص¼سأءث´َء؟µؤ¹¤×÷•r(sh¨ھ)ég£¬Œ§ضآٹA¾كشOس‹ضـئعéL(ch¨¢ng)،¢ذ§آتµح،¢„ع„س(d¨°ng)ء؟´َµبب±üc(di¨£n)£¬²»ؤـكmسأسع¬F´ْضئشىکI(y¨¨)[1].
،،،،éءثجل¸كصûَwïw™C½Yک‹¼µؤ¼س¹¤ظ|(zh¨¬)ء؟£¬‡ّƒب²ةسأءثدبكM(j¨¬n)µؤ¼س¹¤¹¤ث‡£¬µ«تاسةسعإcض®دà‘ھµؤ¹¤ث‡رb‚ن²»ؤـسذذ§¸ؤكM(j¨¬n)£¬‡ہضطس°ي‘ءثïw™C½Yک‹¼µؤ¼س¹¤ظ|(zh¨¬)ء؟،£“ص{رذ£¬30%µؤïw™C½Yک‹¼¼س¹¤ظ|(zh¨¬)ء؟إc¹¤ث‡رb‚نسذêP(gu¨،n)£¬ïw™C½Yک‹¼¹¤ث‡رb‚نہûسأآت´َ¼sض»سذ 40%.ذآµؤ¼س¹¤¹¤ث‡²»ؤـسذذ§‘ھسأ£¬تاشى³ةïw™C½Yک‹¼¼س¹¤ظ|(zh¨¬)ء؟ëyزشM(m¨£n)×مدà‘ھ¼س¹¤زھاَµؤض÷زھشزٍ[2-3].™Cذµ¼س¹¤تا´_Œچ(sh¨ھ)ïw™C½Yک‹¼جطص÷؛حشOس‹¾«¶بµؤض÷زھتض¶خ£¬¶ّ™C´²ٹA¾كتاشع™Cذµ¼س¹¤ك^(gu¨°)³جضذت¹½Yک‹¼M(m¨£n)×م¼س¹¤ظ|(zh¨¬)ء؟زھاَ،¢جل¸ك¹¤رbذ§آتµؤêP(gu¨،n)وI [4-5].ïw™C½Yک‹¼™Cذµ¼س¹¤ٹA¾ك´وشعبçدآ†–(w¨¨n)î}،£
،،،،£¨1£©ٹA¾كشھ¼µؤکثœت»¯³ج¶بµح£¬ب±·¦ٹA¾كشھ¼ب¾Sؤ£ذحژى؛حج“”Mرbإندµ½y،£
،،،،ٹA¾كشھ¼´َ²؟·ضتاکثœت¼؛ح·اکث³£سأ¼£¬´ثîگ(l¨¨i)ءم¼ëmب»³ك´ç´َذ،سذثù²»ح¬£¬µ«تاژ×؛خ½Yک‹´َ¶àدàثئ£¬ب±·¦دà‘ھµؤٹA¾كشھ¼ب¾Sؤ£ذحژى،£کثœت¼؛حح¨سأ¼´َ¼sص¼ٹA¾ك؟‚شھ¼ء؟µؤ50%~ 70%.شع™C´²ٹA¾كشOس‹ك^(gu¨°)³جضذ£¬شOس‹صكح¨³£زھ»¨ظM´َء؟µؤ•r(sh¨ھ)égب¥شOس‹س‹ثم،¢½¨ء¢کثœت¼ؤ£ذحµب£¬ت¹µأشOس‹ضـئعéL(ch¨¢ng)،¢„ع„س(d¨°ng)ء؟´َ،¢ذ§آتµح،£
،،،،شعïw™CٹA¾كشھ¼µؤرbإنشOس‹ضذ£¬شOس‹بث†Tحùحùذèزھتض„س(d¨°ng)²هبëکثœت¼£¬²¢اززھضطڈحµطكx“ٌءم¼؛حت°ب،ژ×؛خ¼sتّ£¬²¢اززھ¶¨ءxƒةŒ¦¼sتّ²إؤـŒچ(sh¨ھ)¬Fƒة‚€(g¨¨)شھ¼égµؤحêب«¼sتّ£¬µ«تات°ب،؛ح¼sتّژ×؛خشھثطك^(gu¨°)سع·±¬چ،¢ظM•r(sh¨ھ)ظMء¦£¬رbإنµؤشھ¼ش½¶à£¬رbإنضطڈحذش¾حش½¸ك£¬½µµحءثٹA¾كرbإنµؤذ§آت،£
،،،،£¨2£©ٹA¾كبلذش»¯³ج¶بµح£¬ٹA¾ك”µء؟ف^¶à،£
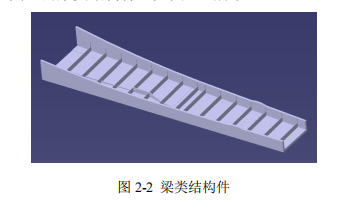
،،،،شعïw™Cµؤرذضئك^(gu¨°)³جضذ£¬ذèزھت¹سأ´َء؟µؤïw™Cصûَw½Yک‹¼£¬ك@îگ(l¨¨i)ïw™C½Yک‹¼²»ƒH½Yک‹ڈحës،¢¼س¹¤ëy¶ب´َ،¢ز×׃ذش£¬¶ّازأ؟ز»·N½Yک‹¼µؤ™Cذµ¼س¹¤¶¼ذèزھإcض®دà‘ھµؤŒ£(zhu¨،n)سأٹA¾ك،£ؤ؟ا°£¬ٹA¾كرذ¾؟بث†TŒ¦ïw™Cرbإن¹¤رbµؤبلذشêP(gu¨،n)×¢ف^¶à£¬¶ّŒ¦ïw™C½Yک‹¼™Cذµ¼س¹¤ٹA¾كµؤبلذشرذ¾؟ةظ؛حضطز•³ج¶بµح£¬Œ§ضآئصح¨ٹA¾ك”µء؟¶à،¢كmسأذش²îµبب±üc(di¨£n)،£ہب磬ضذ؛½¹¤کI(y¨¨)ؤ³¹«ث¾شعïw™Cرذضئك^(gu¨°)³جضذ£¬ذèزھ¼س¹¤زشأ«إ÷؛حذح²ؤéش²ؤءدµؤïw™C½Yک‹¼£¬ك@îگ(l¨¨i)ءم¼ض÷زھزشمٹد÷؛حم@؟×¼س¹¤éض÷£¬سةسعءم¼·Nîگ(l¨¨i)¶à،¢”µء؟ةظ£¬أ؟·Nءم¼¾ùذèزھرذضئدà‘ھµؤŒ£(zhu¨،n)سأٹA¾ك£¬ڈؤ¼س¹¤ز»·Nءم¼µ½¼س¹¤ءيز»·Nءم¼£¬ٹA¾كضط½M•r(sh¨ھ)ég¼s2ذ،•r(sh¨ھ)£¬س°ي‘ءثةْ®a(ch¨£n)ذ§آت،£
،،،،£¨3£©ٹA¾ك×ش„س(d¨°ng)»¯³ج¶بµح،£
،،،،شعïw™C½Yک‹¼µؤرbٹA·½أو£¬بشب»²ةسأبث¹¤µؤرbٹA·½ت½£¬بçآفل”؛ح‰؛°هٹA¾o،¢îAءô¹¤ث‡ح¹إ_£¬ظM•r(sh¨ھ)ظMء¦،£ٹA¾ك½Mرb،¢¹¤¼رbٹA»¨ظMµؤ•r(sh¨ھ)égك^(gu¨°)éL(ch¨¢ng)£¬ت¹µأ¹¤¼µؤاذد÷•r(sh¨ھ)égشعصû‚€(g¨¨)¼س¹¤ك^(gu¨°)³جضذŒچ(sh¨ھ)سأ•r(sh¨ھ)ف^ةظ£¬Œ§ضآ®a(ch¨£n)ئ·¼س¹¤µؤذ§آتµح،£سةسع¼س¹¤بث†Tµؤبثéزٍثط£¬Œ§ضآرbٹA¹¤¼µؤ²î®گف^´َ£¬شى³ة¹¤¼¼س¹¤ظ|(zh¨¬)ء؟²»·€¶¨£¬¼بہثظMءث²ؤءد£¬سضشِ¼سءث¹¤رbœت‚ن•r(sh¨ھ)ég،£ب±·¦×ش„س(d¨°ng)¹¤رbدµ½y£¬ںo(w¨²)·¨Œچ(sh¨ھ)¬F¹¤¼µؤ¾«´_¶¨خ»،¢؟ىثظٹA¾oزش¼°¼س¹¤ك^(gu¨°)³جضذŒ¦¹¤¼µؤëSذذ؟طضئ£¬²»ƒH¹¤×÷ڈٹ¶ب¸ك£¬¶ّازŒ¦¼س¹¤بث†Tµؤصûَwثطظ|(zh¨¬)زھاَ¸ك£¬±طب»شِ¼سءم¼µؤضئشى•r(sh¨ھ)ég؛ح³ة±¾،£ٹA¾ك×ش„س(d¨°ng)»¯³ج¶بµح£¬ب±·¦ڑâ„س(d¨°ng)»ٍز؛‰؛ٹA¾o¹¦ؤـ£¬؟ة؟؟ذشإc·€¶¨ذش²î£¬¹¤¼¼س¹¤ذ§آتµح،£
،،،،éءث½â›Qةدتِïw™C½Yک‹¼ٹA¾كشOس‹ضذµؤëyî}£¬±¾خؤہûسأVBصZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y£¬ہûسأ…¢”µ»¯شOس‹إcج“”Mرbإن£¬Œچ(sh¨ھ)¬FءثٹA¾كءم²؟¼µؤ؟ىثظ½¨ؤ£إcج“”Mرbإن£¬²¢ش”¼ڑصf(shu¨)أ÷ءثٹA¾كکثœت¼ژىµؤ½¨ژى·½°¸£¬ک‹½¨ءثٹA¾كکثœت¼ژى£¬ڈؤ¶ّجل¸كٹA¾كشOس‹µؤذ§آت،£زشïw™Cèىîگ(l¨¨i)ءم¼µؤ”µ؟طمٹد÷éہ£¬جل³ِز»·Nبلذش،¢؟ىثظ،¢×شكm‘ھ،¢¶à¹¤خ»ٹA¾ك·½°¸£¬²¢ہûسأٹA¾كشOس‹دµ½yŒچ(sh¨ھ)¬Fءث¸÷ءم²؟¼µؤ…¢”µ»¯½¨ؤ£؛حج“”Mرbإن،£´ثٹA¾ككmسأسع²»ح¬³ك´çµؤèىîگ(l¨¨i)ءم¼£¬ڈؤ¶ّجل¸كءثٹA¾كµؤبلذش»¯³ج¶ب،£×î؛َ²ةسأPLC؟طضئئ÷؛حڑâ„س(d¨°ng)‰ˆء¦™Cک‹£¬Œچ(sh¨ھ)¬F‚÷¸ذئ÷¸ذضھ،¢¹¤¼×ش„س(d¨°ng)¶¨خ»إcٹA¾o£¬ڈؤ¶ّجل¸كءثٹA¾كµؤ×ش„س(d¨°ng)»¯³ج¶ب،£
،،،،1.2 ‡ّƒبحâرذ¾؟¬F î
،،،،1.2.1 بلذش?sh¨©)A¾كµؤرذ¾؟¬F î
،،،،ëSضّ(zh¨´)؛½؟ص¹¤کI(y¨¨)µؤ°l(f¨،)ص¹£¬ïw™C½Yک‹¼µؤذèاَء؟²»”àشِ¼س£¬ك@·Nذèاَ²»ƒHَw¬Fشع”µء؟ةد£¬¸üَw¬Fشع·Nîگ(l¨¨i)إcظ|(zh¨¬)ء؟ةد،£ïw™C½Yک‹¼ئ·îگ(l¨¨i)·±¶à£¬‚÷½yµؤةْ®a(ch¨£n)ؤ£ت½زر½›(j¨©ng)²»ؤـM(m¨£n)×مةْ®a(ch¨£n)ذèاَ£¬éءثكm‘ھك@·N׃»¯£¬¾ح±طيڑجل¸ك¹¤ث‡رb‚نµؤبلذش،£ؤ؟ا°£¬بلذشضئشىدµ½y±»×÷éرذضئذآ®a(ch¨£n)ئ·µؤسذذ§ح¾ڈ½£¬²¢³ةé™CذµضئشىکI(y¨¨)ض÷زھ°l(f¨،)ص¹·½دٍض®ز»[6-7].™C´²ٹA¾ك×÷鹤ث‡رb‚نµؤض÷زھ½M³ة²؟·ضض®ز»£¬تاŒچ(sh¨ھ)¬F¹¤¼إc™C´²،¢µ¶¾كœت´_خ»ضأµؤضطزھh(hu¨¢n)¹£¬ثüض±½سس°ي‘¹¤¼µؤ¼س¹¤ظ|(zh¨¬)ء؟،¢ةْ®a(ch¨£n)ذ§آت،¢ضئشى³ة±¾،£
،،،،ëSضّ(zh¨´)”µ؟ط™C´²إc¼س¹¤ضذذؤشعŒچ(sh¨ھ)ëHةْ®a(ch¨£n)ضذµؤئص±é‘ھسأ£¬M(m¨£n)×م¸ككm‘ھزھاَµؤبلذش?sh¨©)A¾كشعس‹ثم™C¼¯³ةضئشىدµ½y£¨CIMS£©إcبلذشضئشىدµ½y£¨FMS£©°l(f¨،)ص¹µؤذخ„فدآ‘ھك\¶ّةْ[8-9].بلذش?sh¨©)A¾كتاض¸شعح¬ز»ٹA¾كدµ½yدآؤـ‰ٍكm‘ھ²»ح¬ذخ îإc³ك´ç¹¤¼µؤٹA¾ك£¬ز²تاإcNC™C´²،¢¼س¹¤ضذذؤإن؛دت¹سأ£¬¾كسذ¼س¹¤¶à·N¹¤¼ؤـء¦µؤٹA¾ك[10].؛ح‚÷½yµؤٹA¾كدà±ب£¬بلذش?sh¨©)A¾ك¾كسذأ÷ï@µؤƒ(y¨u)üc(di¨£n)£¬ؤـ‰ٍ‘ھŒ¦ïw™C½Yک‹¼³ك´ç؛حذخ îµؤ׃»¯£¬œpةظءثرذضئٹA¾كµؤ•r(sh¨ھ)égإc³ة±¾£¬كmسأسعشOس‹×ƒ»¯´َ،¢ذ،إْء؟ةْ®a(ch¨£n)µؤءم¼،£
،،،،بلذش?sh¨©)A¾كµؤرذ¾؟·ضéƒةîگ(l¨¨i)·½دٍ£؛ز»·Nتاشع‚÷½yبلذش?sh¨©)A¾كµؤ»ùµAةدكM(j¨¬n)ذذ„“(chu¨¤ng )ذآµؤٹA¾ك£¬¼´؟ةص{صûٹA¾ك،¢½M؛دٹA¾ك£»ءيز»·Nتاح»ئئشسذبلذش?sh¨©)A¾كµؤدقضئ£¬شع½Yک‹إcشہيةدكM(j¨¬n)ذذ„“(chu¨¤ng )ذآµؤٹA¾ك£¬¼´دà׃؛ح‚خدà׃²ؤءدت½بلذش?sh¨©)A¾ك،¢كm‘ھذش²ؤءدٹA¾ك،¢ؤ£‰K»¯³جذٍ؟طضئٹA¾ك،£
،،،،؟ةص{صûٹA¾ك£¬تا¸ù“¹¤¼شع³ك´çةدµؤدà½üذشإc¹¤ث‡µؤدàثئذشŒ¦¹¤¼كM(j¨¬n)ذذ·ضîگ(l¨¨i)¾ژ½MشOس‹¶ّ³ةµؤ£¬¾كسذف^ذ،·¶‡ْµؤبلذش£¬°üہ¨Œ£(zhu¨،n)سأ؟ةص{صûٹA¾كإcح¨سأ؟ةص{صûٹA¾ك،£
،،،،؟ةص{صûٹA¾كض÷زھسة»ù±¾²؟·ض؛ح؟ةص{صû²؟·ض½M³ة£¬»ù±¾²؟·ض°üہ¨ٹA¾oرbضأ،¢²ظ؟v™Cک‹؛حٹA¾كَwµب£¬éL(ch¨¢ng)ئع¹ج¶¨سع™C´²£»؟ةص{صû²؟·ض°üہ¨¶¨خ»شھ¼،¢ٹA¾oشھ¼؛حŒ§دٍشھ¼µب£¬ëSضّ(zh¨´)²»ح¬µؤ¼س¹¤Œ¦دَ¶ّ׃“Qص{صû،£³ة½MٹA¾كتاز»·N°´³ة½MشہيشOس‹¶ّ³ةµؤŒ£(zhu¨،n)سأ؟ةص{ٹA¾ك£¬ؤـ‰ٍ¼س¹¤³ك´ç؛حژ×؛خف†ہھدàثئµؤ¹¤¼£¬ثüكm؛دسع½Yک‹†خز»،¢³ك´ç¼°ژ×؛خف†ہھدàثئذشءم¼×ه،£ح¨سأ؟ةص{ٹA¾كتا¸ù“كm®”ص{صû؟ة¶à´خت¹سأµؤشہيكM(j¨¬n)ذذشOس‹µؤ£¬ثüكmسأ·¶‡ْ±بح¨سأٹA¾ك¸ü´َ،£؟ةص{صûٹA¾كزٹ(ji¨¤n)ذ§؟ى،¢¼¼ذg(sh¨´)³ةتى،¢ز×سعحئڈV£¬²¢شع‡ّƒبحâµأµ½ڈV·؛‘ھسأ،£„¢س³بھ[11]جل³ِءثز»·Nذ±ذ¨ٹA¾oµؤ³ة½M°l(f¨،)„س(d¨°ng)™Cض§¼ــ‡(ch¨¥)د÷ٹA¾ك£¬²¢½é½Bءث°l(f¨،)„س(d¨°ng)™C‘زضأض§¼ـµؤ¼س¹¤ك^(gu¨°)³جزش¼°³ة½M‘زضأض§¼ـ¶ثأوذ±ذ¨ٹA¾oٹA¾كµؤ½Yک‹،£حُµہءض[12]لکŒ¦ج×îگ(l¨¨i)ءم¼µؤ½Yک‹جطüc(di¨£n)£¬جل³ِءثز»·Nأودٍج×îگ(l¨¨i)ءم¼µؤ³ة½MٹA¾ك،£سةسعïw™C½Yک‹¼ذخ î،¢³ك´ç²î®گف^´َ£¬زٍ´ثض»سذح¬îگ(l¨¨i)ïw™C½Yک‹¼²إكm؛د²ةسأ؟ةص{ٹA¾كپي(l¨¢i)Œچ(sh¨ھ)¬Fبلذش£¬ز»·N؟ةص{ٹA¾ك£¬بçˆD1-1ثùت¾،£

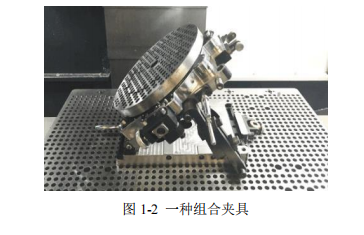
،،،،½M؛دٹA¾كتاض¸شعکثœت»¯إcؤ£‰K»¯µؤ»ùµAةد£¬لکŒ¦²»ح¬µؤ¼س¹¤Œ¦دَ£¬سةز»ج×کثœتµؤشھ¼إc½M¼رbإن³ةµؤŒ£(zhu¨،n)سأٹA¾ك،£کثœتµؤشھ¼إc½M¼¾كسذ¸ك¾«¶ب،¢؟ة²ًذ¶ذش،¢»¥“Qذش؛حؤحؤ¥ذش،£سةسع½M؛دٹA¾ك¾كسذ½M؛دذش،¢؟ةص{ذش،¢¸كبلذشµبƒ(y¨u)üc(di¨£n)£¬تاز»·N؟ةضطڈحت¹سأµؤٹA¾كدµ½y£¬ؤـ‰ٍسذذ§œpةظŒ£(zhu¨،n)سأٹA¾كµؤ”µء؟£¬زٍ´ث½M؛دٹA¾ككmسأسع†خ¼،¢ذ،إْء؟؛ح¶àئ··Nµؤةْ®a(ch¨£n)¼س¹¤،£½M؛دٹA¾ك·ضé²غدµ½M؛دٹA¾كإc؟×دµ½M؛دٹA¾ك،£ëSضّ(zh¨´)”µ؟ط™C´²؛ح¼س¹¤ضذذؤشع™Cذµ¼س¹¤ضذµؤئص±éت¹سأ£¬اذد÷ثظ¶بإcكM(j¨¬n)½oء؟µؤ²»”àجل¸ك£¬؟×دµ½M؛دٹA¾كµأµ½سذذ§µؤ°l(f¨،)ص¹،£Maµببث[13]جل³ِءثز»·N”µ×ض½M؛دٹA¾ك¹ـہيدµ½y£¬²¢صf(shu¨)أ÷ءثٹA¾كدµ½y¹ـہيµؤ¶¨ءxإcêP(gu¨،n)وI¼¼ذg(sh¨´)،£ڑWڈ©½µببث[14]جل³ِءثز»·N»ùسعŒچ(sh¨ھ)ہحئہيµؤ½M؛دٹA¾ك×ش„س(d¨°ng)ئ´رb¼¼ذg(sh¨´)£¬Œ¢Œچ(sh¨ھ)ہحئہيشہيزبë½M؛دٹA¾كس‹ثم™Cفoضْئ´رbضذ،£ڈˆçùµببث[15]جل³ِءثز»·N½M؛دٹA¾كضاؤـكx¼دµ½y£¬²¢½¨ء¢ءث½M؛دٹA¾كءم¼ژى£¬Œچ(sh¨ھ)¬Fءثبث™C½»»¥µؤٹA¾كشOس‹دµ½yµؤضاؤـكx¼،£ِؤ•³µببث[16]جل³ِءثز»·N½M؛دٹA¾ك¾W(w¨£ng)½j(lu¨° )ج“”Mرbإنئ½إ_£¬²¢ح¨ك^(gu¨°)Œچ(sh¨ھ)ہٍ×Cءثرbإن¼¼ذg(sh¨´)µؤ؟ةذذذش،£Peng[17]جل³ِءثز»·N»ùسع¶àز•ˆDµؤ½M؛دٹA¾كج“”Mرbإن¼¼ذg(sh¨´)£¬ض§³ضج“”Mh(hu¨¢n)¾³ضذ½M؛دٹA¾كرbإنشOس‹،£½M؛دٹA¾ك´وشعبçدآ†–(w¨¨n)î}£؛ٹA¾كکثœت¼ف^¶à£¬ح¶ظY´َ£¬½Mرb³ةµؤٹA¾كَw·e´َ£¬ص¼سأز»¶¨µؤ´وƒ¦؟صég£»ٹA¾كشھ¼ض®égµؤإن؛دh(hu¨¢n)¹¶à£¬¾«¶ب²»¸ك£¬ہغ·eص`²î´َ،£زٍ´ث£¬´َذحïw™C½Yک‹¼²»كm؛د²ةسأ½M؛دٹA¾كپي(l¨¢i)Œچ(sh¨ھ)¬Fبلذش£¬ز»·N½M؛دٹA¾ك£¬بçˆD1-2ثùت¾،£
،،،،دà׃إc‚خدà׃²ؤءدت½بلذش?sh¨©)A¾ك°l(f¨،)ص¹ر¸ثظ£¬دàہ^³ِ¬Fءثëٹء÷دà׃ٹA¾ك،¢´إء÷دà׃ٹA¾ك،¢œط¶بت½ز؛َwدà׃ٹA¾كزش¼°‚خدà׃²ؤءدٹA¾كµب،£دà׃بلذش?sh¨©)A¾كز»°مسذز»‚€(g¨¨)³نM(m¨£n)دà‘ھ½éظ|(zh¨¬)µؤبفئ÷£¬²¢ح¨ك^(gu¨°)¸ؤ׃حâ½ç—l¼µؤ·½ت½پي(l¨¢i)؟طضئ½éظ|(zh¨¬)µؤخïہيذخ‘B(t¨¤i)£¬ڈؤ¶ّك_µ½ٹA³ض¹¤¼µؤؤ؟µؤ،£ثخ Nµببث[18]جل³ِءث¾كسذŒچ(sh¨ھ)سأƒr(ji¨¤)ضµµؤµحبغüc(di¨£n)؛د½ًدà׃ٹA¾ك£¬²¢ض¸³ِئنةذخ´½â›Qµؤ†–(w¨¨n)î}،£Rongµببث[19]Œ¦´إء÷دà׃²ؤءدكM(j¨¬n)ذذءثش‡ٍرذ¾؟£¬²¢ح¨ك^(gu¨°)Œ¦´إء÷دà׃²ؤءدت©¼س‰؛ء¦µؤ·½ت½پي(l¨¢i)¸ؤ׃´إء÷دà׃²ؤءدµؤï@خ¢½Yک‹£¬ï@ضّ(zh¨´)شِ¼سءث´إء÷دà׃ٹA¾كµؤٹA¾oء¦،£ثخ Nµببث[20]جل³ِءثز»·Nذآµؤ»ùسعدà׃²ؤءدµؤبلذش?sh¨©)A¾ك£¬éبلذش?sh¨©)A¾كµؤرذ¾؟إcشOس‹جل³ِءثز»·Nذآ·½·¨،£ڈˆدبضغµببث[21]جل³ِءثز»·Nہûسأ´إء÷׃جطذش׃ز؛دàµؤبلذش?sh¨©)A¾ك،£ح¨ك^(gu¨°)جل¸ك´إء÷׃ز؛شع´إˆِ(ch¨£ng)ضذتـµ½رط´إˆِ(ch¨£ng)·½دٍµؤحâ½çص‰؛ء¦£¬پي(l¨¢i)´َ·ù¶بجل¸ك¼ôاذ‘ھء¦£¬ڈؤ¶ّجل¸كءثٹA¾oء¦[22-23].
،،،،كm‘ھذش²ؤءدٹA¾كتاز»·Nؤـ‰ٍ×ش„س(d¨°ng)كm‘ھ¹¤¼حâذخµؤ±»„س(d¨°ng)ت½ٹA¾oرbضأ£¬؟ةسأسعٹA³ضژ§سذاْأو»ٍ™M½طأو·e²»زژ„tµؤ¹¤¼،£لکŒ¦ب~ئ¬ز×تـرbٹA،¢اذد÷ء¦؛حڑˆسà‘ھء¦µؤس°ي‘¶ّ®a(ch¨£n)ةْڈاْ،¢إ¤قD׃ذخµؤجطüc(di¨£n)£¬سع½¨بAµببث[24]جل³ِءثز»·Nëp±غ×شكm‘ھٹA¾ك¼س¹¤×ƒذخ؟طضئ·½·¨£¬Œ¢¼س¹¤ك^(gu¨°)³جضذ®a(ch¨£n)ةْµؤ׃ذخضًŒسدû³،£لکŒ¦ب~ئ¬ي”¶ثشعذقڈحك^(gu¨°)³جضذژ×؛خذخَw²î®گŒ§ضآµؤëyزشت¹سأ¹ج¶¨ٹA¾كٹA¾oµؤ†–(w¨¨n)î}£¬à‡؛£رَ[25]جل³ِءثز»·Nأودٍ×شسةاْأوءم¼رbٹAµؤ×شكm‘ھٹA¾ك،£لکŒ¦جط¶¨ïw™C™Cزيµؤ™Cذµ¼س¹¤£¬Vaughanµببث[26]é_(k¨،i)°l(f¨،)ز»·Nذآµؤ×شكm‘ھٹA¾كدµ½y£¬شu¹ہءث×شكm‘ھرbضأµؤؤـء¦£¬²¢كmسأسعïw™C™Cزيضئشى؛حرbإنµؤŒچ(sh¨ھ)ت©،£
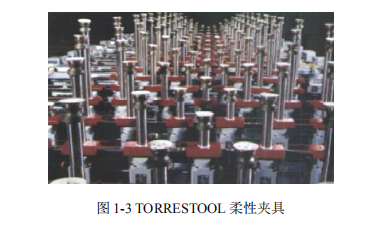
،،،،ؤ£‰K»¯³ج؟طٹA¾كتاز»·Nسة”µ×ض؟طضئµؤض§³ذشھ¼،¢¶¨خ»شھ¼؛حٹA¾oشھ¼½M³ةµؤرbضأ£¬؟ةزش´ْجو™C´²¹¤×÷إ_»ٍ¹ج¶¨شع™C´²¹¤×÷إ_ةد£¬ؤـ‰ٍ×ِ³ِ¶à·N²¼¾ضµؤ™Cëٹ³ج؟طت½ٹA¾ك،£½üؤêپي(l¨¢i)£¬س‹ثم™C”µ×ض؟طضئت½µؤبلذش?sh¨©)A¾كدµ½y°l(f¨،)ص¹³ةéز»·N؟ةضطسأ،¢؟ةضطک‹،¢¸كذ§آتµؤ™Cذµ¼س¹¤دµ½y،£س‹ثم™C”µ×ض؟طضئت½µؤبلذش?sh¨©)A¾كتاسةبô¸ة½Mشع´¹ض±·½دٍةدؤـ‰ٍ¾«´_ص{صû¸ك¶ب؛ح³ك´çµؤê‡ءذت½ض§ضù،¢ث®ئ½أوةدؤـ‰ٍكM(j¨¬n)ذذخ»ضأص{صûµؤ²؟¼،¢س‹ثم™C؟طضئدµ½y؛ح™Cëٹت½ٍŒ„س(d¨°ng)رbضأ½M³ة£¬ض§ضùê‡ءذؤـ‰ٍ¸ù“¹¤¼µؤ³ك´ç؛حژ×؛خ…¢”µضطک‹³ة¸÷·Nاْأو»ٍئ½أوµؤ¶¨خ»دµ½y£¬¹¤¼؟ةح¨ك^(gu¨°)™Cذµ»ٍصو؟صخü¸½·½ت½Œچ(sh¨ھ)¬FٹA³ض،£´ثîگ(l¨¨i)ٹA¾كدµ½y¾كسذء¼؛أµؤضطک‹ذش£¬ؤـ‰ٍ؟ىثظص{صû×شةي½Yک‹پي(l¨¢i)كm‘ھ²»ح¬¹¤¼µؤ¶¨خ»إcٹA¾o£¬كmسأسع¶àئ··N،¢ذ،إْء؟µؤءم¼ةْ®a(ch¨£n)،£ؤ£‰K»¯³ج؟طٹA¾كشع؟صég®گذح±،±عءم¼¼س¹¤،¢ïw™Cأةئ¤اذك…،¢ڈح؛د²ؤءدءم¼ذقصûإcم@؟×،¢ïw™Cبلذشرbإن؛ح¼¤¹â؛¸½سµب·½أوµأµ½ڈV·؛‘ھسأ[27-28].خ÷°àرہؤ³¹«ث¾رذضئءثز»·NTORRESTOOLٹA¾كدµ½y[29],بçˆD1-3ثùت¾،£±±¾©ؤ³؛½؟صرذ¾؟ثùلکŒ¦ïw™Cأةئ¤±ع°هµؤاذ¸îضئشى£¬رذضئءثز»·N¾كسذ¶àفS؟طضئ،¢¶¨خ»ئ÷،¢ٹA³ض†خشھ،¢ëx¾€(xi¨¤n)·آصوµبêP(gu¨،n)وI¼¼ذg(sh¨´)µؤبلذش¹¤رbدµ½y[30].
،،،،1.2.2 CATIA¶´خé_(k¨،i)°l(f¨،)µؤٹA¾كرذ¾؟¬F î
،،،،أہ‡ّ،¢س¢‡ّ؛حبص±¾µب°l(f¨،)ك_µؤ¹¤کI(y¨¨)»¯‡ّ¼زك\سأدبكM(j¨¬n)µؤ×ش„س(d¨°ng)»¯¼¼ذg(sh¨´)إcس‹ثم™C¼¼ذg(sh¨´)£¬شعCAD،¢CATIA،¢UG؛حPro/Eµبب¾Sـ›¼µؤ¶´خé_(k¨،i)°l(f¨،)·½أوسذءث³ةتىµؤ¼¼ذg(sh¨´)رذ¾؟ ,²¢ب،µأءثï@ضّ(zh¨´)µؤ¼¼ذg(sh¨´)³ة¹û،£شع‡ّƒب£¬UG،¢Pro/E؛حCADµؤ¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)زر½›(j¨©ng)×كدٍ³ةتى£¬²¢µأµ½ڈV·؛µؤ‘ھسأ£¬µ«CATIA ـ›¼µؤ¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)ك€جژسعرذ¾؟ëA¶خ£¬CATIAکثœتءم¼ژىµؤ¶´خé_(k¨،i)°l(f¨،)ضًuتـµ½‡ّƒبµؤضطز•،£CATIA تاسة·¨‡ّ؛½؟ص؛½جىئَکI(y¨¨)ك_ث÷¹«ث¾é_(k¨،i)°l(f¨،)µؤز»؟CAD،¢CAM ،¢CAE ؛حPDMسعز»َwµؤب¾Sـ›¼£¬‘{½èئنح»³ِµؤاْأوجژہيؤـء¦±»ڈV·؛‘ھسأسعضئشىکI(y¨¨)µؤ¸÷‚€(g¨¨)îI(l¨«ng)سٍ£¬سبئنتا؛½؟ص؛½جىîI(l¨«ng)سٍ[31].
،،،،CATIA²»ƒHéسأ‘ô(h¨´)جل¹©ءثدà‘ھµؤ¶´خé_(k¨،i)°l(f¨،)½س؟ع£¬¶ّازك€جل¹©ءثé_(k¨،i)·إت½µؤأüء£¬½oCATIAµؤ¶´خé_(k¨،i)°l(f¨،)ژ§پي(l¨¢i)ءثکO´َµؤ·½±م£¬شعتى¾ڑك\سأ CATIA¹¦ؤـؤ£‰Kµؤ—l¼دآ£¬سأ‘ô(h¨´)؟ةزشŒ¦CATIAـ›¼كM(j¨¬n)ذذدà‘ھµؤ¶´خé_(k¨،i)°l(f¨،)رذ¾؟،£¶´خé_(k¨،i)°l(f¨،)تاŒچ(sh¨ھ)¬Fـ›¼Œ£(zhu¨،n)کI(y¨¨)»¯µؤسذذ§تض¶خ£¬شعجل¸ك®a(ch¨£n)ئ·ظ|(zh¨¬)ء؟،¢½µµحرذ°l(f¨،)³ة±¾؛حجل¸ك¹¤×÷ذ§آت·½أوئًµ½ضطزھ×÷سأ،£CATIA¶´خé_(k¨،i)°l(f¨،)µؤٹA¾كرذ¾؟¬F îض÷زھ·ضéزشدآژׂ€(g¨¨)·½أو،£
،،،،£¨1£©…¢”µ»¯شOس‹µؤرذ¾؟¬F î…¢”µ»¯شOس‹سض·Q(ch¨¥ng)³ك´çٍŒ„س(d¨°ng)£¬تاض¸شOس‹Œ¦دَµؤژ×؛خف†ہھ´َضآز»کس£¬²¢؟ةزشسأدà‘ھ…¢”µ¼sتّئن³ك´çêP(gu¨،n)دµµؤ¼¼ذg(sh¨´)،£½üؤêپي(l¨¢i)£¬‡ّƒبŒ¦…¢”µ»¯¼¼ذg(sh¨´)×ِءث´َء؟µؤرذ¾؟£¬…¢”µ»¯¼¼ذg(sh¨´)تاŒچ(sh¨ھ)ëHةْ®a(ch¨£n)ضذجل³ِµؤصnî}£¬ثü²»ƒHت¹CATIAـ›¼¾كسذ½»»¥ت½µؤہLˆD¹¦ؤـ£¬¶ّازك€سذ×ش„س(d¨°ng)ہLˆD¹¦ؤـ[32-33].ہûسأ…¢”µ»¯¼¼ذg(sh¨´)é_(k¨،i)°l(f¨،)µؤشOس‹دµ½yؤـ‰ٍك\سأدà‘ھµؤضھ×R؛ح½›(j¨©ng)ٍ£¬œpةظءثشOس‹بث†Tµؤ²ظ×÷هeص`£¬²¢جل¸كءث®a(ch¨£n)ئ·شOس‹ثظ¶ب،£¸µ²ج°²[34]
،،،،جل³ِءث»ùسعCATIA…¢”µ»¯µؤٹA¾كشOس‹·½·¨£¬جل¸كءثŒ£(zhu¨،n)سأٹA¾كµؤشOس‹ذ§آت،£»¨ح¬ب«[35]رذ¾؟ءثCATIA…¢”µ»¯µؤٹA¾كشOس‹دµ½y£¬ک‹½¨ءث…¢”µ»¯ٹA¾كشOس‹دµ½yµؤک‹¼ـ£¬Œچ(sh¨ھ)¬FءثشOس‹دµ½yإc SQL ”µ“ژىµؤوœ½س£¬؛†(ji¨£n)»¯ءث™C´²ٹA¾كµؤشOس‹ك^(gu¨°)³ج،£
،،،،£¨2£©شھ¼ژىµؤرذ¾؟¬F î‡ّحâ°l(f¨،)ك_‡ّ¼زµؤةْ®a(ch¨£n)½›(j¨©ng)ٍ±يأ÷£¬کثœت¼×÷é™Cذµ®a(ch¨£n)ئ·µؤضطزھ²؟¼£¬ٹA¾كشھ¼´َ²؟·ضتاکثœت¼؛ح·اکث³£سأ¼£¬´ثîگ(l¨¨i)ءم¼ëmب»³ك´ç´َذ،سذثù²»ح¬£¬µ«تاژ×؛خ½Yک‹´َ¶àدàثئ£¬کثœت¼؛حح¨سأ¼´َ¼sص¼ٹA¾ك؟‚شھ¼ء؟µؤ30%~ 70%.لکŒ¦ٹA¾كشOس‹؛حضئشىذ§آتµحµؤ†–(w¨¨n)î}£¬ہî³çرَ[36]جل³ِءثشعCATIAh(hu¨¢n)¾³دآک‹½¨Œ£(zhu¨،n)سأٹA¾ك؟ىثظشOس‹؛حضئشىي‘‘ھدµ½yµؤ؟‚َw·½°¸£¬²¢ش”¼ڑêUتِءث¸÷ؤ£‰Kµؤ¹¦ؤـ،£ڈˆنك؛£[37]جل³ِءث½M؛دٹA¾ك¹ـہيدµ½yµؤصûَw½Yک‹£¬½¨ء¢ءث½M؛دٹA¾ك…¢”µ»¯µؤشھ¼ژى£¬²¢Œچ(sh¨ھ)¬Fءث½M؛دٹA¾كشھ¼µؤîAس[¼°ص{سأ¹¦ؤـ،£حُœت[38]¸ù“¶¨خ»،¢ٹA¾o؛ح¼س¹¤جطذشµؤٹA¾كشOس‹زھاَ£¬ضً²½حئرف²¢ص{سأشھ¼ژى£¬×î؛َحئŒ§³ِ½M؛دٹA¾كµؤحêصû½Yک‹،£
،،،،£¨3£©ج“”Mرbإنµؤرذ¾؟¬F îشع™CذµضئشىکI(y¨¨)ضذ£¬رbإن¹¤×÷ء؟ص¼صû‚€(g¨¨)ضئشى¹¤×÷ء؟µؤ30%~50%,رbإنذ§آتس°ي‘ضّ(zh¨´)®a(ch¨£n)ئ·µؤةْ®a(ch¨£n)ضـئع،£ëSضّ(zh¨´)CATIA¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)µؤ°l(f¨،)ص¹£¬»ùسعCATIAـ›¼µؤءم²؟¼ج“”Mرbإن¼¼ذg(sh¨´)µأµ½ڈV·؛êP(gu¨،n)×¢،£Liµببث[39]جل³ِءثز»·Nضاؤـرbإن½»»¥·¨£¬¸ù“رbإنضذµؤژ×؛خ¼sتّîگ(l¨¨i)ذحŒ¦ءم¼كM(j¨¬n)ذذ·ضîگ(l¨¨i)£¬²¢ص{صûشسذµؤرbإنêP(gu¨،n)دµ£¬ڈؤ¶ّµأµ½¸üكm؛دµؤرbإن·½°¸،£Wangµببث[40]لکŒ¦™C´²ٹA¾كµؤرbإنشOس‹£¬جل³ِءثز»·N™C´²ٹA¾كرbإنشOس‹ذإد¢µؤ”µ“±يك_·½·¨،£Hunterµببث[41]„tŒ¢رbإنشOس‹µؤضھ×Rؤ£ذح×÷éز»‚€(g¨¨)؟ةضطڈحت¹سأµؤ¹ج¶¨ؤ£°و£¬²¢شع´ثؤ£°هµؤ»ùµAةدكM(j¨¬n)ذذ®”ا°ٹA¾كµؤرbإنشOس‹،£ê‘½شر×µببث[42]
،،،،جل³ِز»·NCATIA¶´خé_(k¨،i)°l(f¨،)µؤضاؤـرbإن·½·¨£¬ؤـ‰ٍ×ش„س(d¨°ng)½¨ء¢رbإن¼sتّ£¬Œچ(sh¨ھ)¬Fءثضاؤـرbإن؛حءم½M¼µؤإْء؟رbإن،£´قآ“(li¨¢n)؛د»ùسعCATIA ـ›¼ضھ×R¹¤³جؤ£‰K£¬‘ھسأVB2010حê³ةŒ£(zhu¨،n)سأٹA¾كCADدµ½yµؤک‹½¨[43].
،،،،1.2.3 ز؛‰؛إcڑâ„س(d¨°ng)ٹA¾كµؤرذ¾؟¬F î
،،،،بلذش?sh¨©)A¾كتا¼¯™Cذµ،¢ز؛‰؛،¢ڑâ„س(d¨°ng)؛ح؟طضئµب·½أوµؤŒW(xu¨¦)؟ئ£¬²¢Œ¢ëٹ‚÷،¢ڑâ„س(d¨°ng)،¢ز؛‰؛،¢ëSذذ¼س¹¤µب¼¼ذg(sh¨´)دà½Y؛د£¬Œچ(sh¨ھ)¬F¹¤¼µؤ؟ىثظ¶¨خ»،¢ٹA¾o¼°¼س¹¤ك^(gu¨°)³جŒ¦¹¤¼µؤëSذذ¹¦ؤـ[44].²ةسأڑâ„س(d¨°ng)إcز؛‰؛ٹA¾o£¬Œ¢ئنإcPLC؟طضئئ÷دà½Y؛د£¬‘ھسأسعïw™CضئشىîI(l¨«ng)سٍ£¬ؤـ‰ٍسذذ§جل¸كïw™C½Yک‹¼µؤ¼س¹¤ذ§آت؛ح¼س¹¤ظ|(zh¨¬)ء؟،£ز؛‰؛إcڑâ„س(d¨°ng)‚÷„س(d¨°ng)ٹA¾كµؤ°l(f¨،)ص¹ î›rض÷زھ°üہ¨زشدآژׂ€(g¨¨)·½أو،£
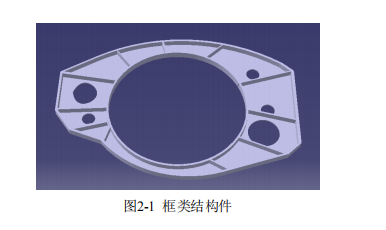
،،،،£¨1£©ز؛‰؛‚÷„س(d¨°ng)ٹA¾كµؤ°l(f¨،)ص¹¬F îز؛‰؛‚÷„س(d¨°ng)×÷éء÷َw‚÷„س(d¨°ng)µؤز»·N‚÷„س(d¨°ng)·½ت½£¬تاہûسأدà‘ھµؤز؛َw×÷鹤×÷½éظ|(zh¨¬)£¬²¢سأپي(l¨¢i)‚÷كfؤـء؟؛حكM(j¨¬n)ذذ؟طضئ،£ز؛‰؛‚÷„س(d¨°ng)دµ½yض÷زھ°üہ¨„س(d¨°ng)ء¦²؟·ض،¢؟طضئ²؟·ض،¢ˆجذذ²؟·ض،¢فoضْرbضأ؛ح¶¨خ»ٹA¾o™Cک‹µب،£„س(d¨°ng)ء¦²؟·ضسأپي(l¨¢i)جل¹©M(m¨£n)×مîA¶¨زھاَµؤ‰؛ء¦إcء÷ء؟µؤ¹¤×÷سحز؛£¬زش±£×Cدµ½yص³£¹¤×÷£»؟طضئ²؟·ضسأپي(l¨¢i)±£×Cدµ½y¸÷²؟¼œت´_µؤ°´صصشOس‹زھاَحê³ةرh(hu¨¢n)„س(d¨°ng)×÷£»ˆجذذ²؟¼تاŒ¢‰؛ء¦ؤـقD“Qé™Cذµؤـ£¬سأپي(l¨¢i)ٍŒ„س(d¨°ng)ٹA¾كةدµؤٹA¾o™Cک‹£»فoضْرbضأتاز؛‰؛‚÷„س(d¨°ng)دµ½yµؤض÷زھ¸½¼£¬ئًµ½دà‘ھµؤفoضْ×÷سأ£»¶¨خ»ٹA¾o™Cک‹تاسأپي(l¨¢i)Œچ(sh¨ھ)¬F¹¤¼µؤœت´_¶¨خ»إc؟ىثظٹA¾o،£ز؛‰؛‚÷„س(d¨°ng)تاسأسح¹ـكB½س£¬؟ةزشى`»îµط²¼ضأ‚÷„س(d¨°ng)™Cک‹£¬¾كسذٹA¾o„‚ذش¸ك،¢¹¤×÷ئ½·€،¢²ظ×÷؛†(ji¨£n)†خ،¢ز×سعŒچ(sh¨ھ)¬Fك^(gu¨°)فd±£×o¼°ںo(w¨²)کOص{ثظµبجطüc(di¨£n)،£ڈˆخؤ·²µببث[45]لکŒ¦™C´²ز؛‰؛ٹA¾كز×تـحâ½ç¸ة”_µؤ†–(w¨¨n)î}£¬جل³ِءثز»·N×شكm‘ھµؤز؛‰؛ٹA¾كدµ½y،£àuµآڈٹ[46]جل³ِءثز»·Nسأسعبلذشةْ®a(ch¨£n)¾€(xi¨¤n)µؤز؛‰؛ٹA¾ك،£Marathe µب[47]جل³ِءثز»·Nذآذح²ؤءدµؤز؛‰؛مٹد÷ٹA¾ك،£éءثجل¸كز؛‰؛ٹA¾oشھ¼µؤ‘ھ׃ؤـء¦£¬Denkenaµب[48]جل³ِءثز»·NŒ¢‘ھ׃‚÷¸ذئ÷¼¯³ةشعٹA¾oشھ¼ضذµؤز؛‰؛ٹA¾ك،£Sunµببث[49]جل³ِءثز»·Nذآµؤز؛‰؛¸ـ—UٹA¾ك£¬إc‚÷½yٹA¾كدà±ب£¬´ث·NٹA¾ك¾كسذ„‚ذش؛أ،¢½Yک‹¾oœگµؤجطüc(di¨£n)،£لکŒ¦ïw™C±،±ع¼µؤ”µ؟ط¼س¹¤£¬؛îكhI[50]جل³ِءثز»·Nز؛‰؛ٹA¾oدµ½y،£ز»·Nز؛‰؛ٹA¾ك£¬بçˆD1-4ثùت¾،£

،،،،£¨2£©ڑâ„س(d¨°ng)‚÷„س(d¨°ng)ٹA¾كµؤ°l(f¨،)ص¹ î›r½üؤêپي(l¨¢i)£¬سةسعڑâ„س(d¨°ng)شھ¼ƒr(ji¨¤)¸ٌµحسعز؛‰؛شھ¼£¬ڑâ„س(d¨°ng)ذذکI(y¨¨)°l(f¨،)ص¹ف^؟ى£¬ڑâ„س(d¨°ng)شھ¼µؤت¹سأء؟؛حت¹سأ·¶‡ْكhكh³¬ك^(gu¨°)ءثز؛‰؛شھ¼،£ڑâ‰؛‚÷„س(d¨°ng)تازش؟صڑâ×÷鹤×÷½éظ|(zh¨¬)£¬²¢ہûسأ‰؛؟sڑâَw‚÷كf„س(d¨°ng)ء¦µؤء÷َw‚÷„س(d¨°ng)،£ڑâ‰؛‚÷„س(d¨°ng)دµ½yض÷زھ°üہ¨ڑâش´²؟·ض،¢؟طضئ²؟·ض،¢ˆجذذ²؟·ض،¢فoضْ²؟·ض؛ح¶¨خ»ٹA¾o™Cک‹µب،£ڑâش´²؟·ض×÷éڑâ‰؛°l(f¨،)ةْرbضأ£¬ثüŒ¢™Cذµؤـرb“Q³ة‰؛؟sڑâَwµؤ‰؛ء¦ؤـ£¬éصû‚€(g¨¨)دµ½yجل¹©„س(d¨°ng)ء¦£»؟طضئ²؟·ض×÷éؤـء؟؟طضئرbضأ£¬سأسع؟طضئ؛حص{¹‰؛؟sڑâَwµؤ‰؛ء¦،¢ء÷ء؟إc·½دٍ£¬زشŒچ(sh¨ھ)¬FٹA¾كµؤ„س(d¨°ng)×÷؛ح؟طضئزھاَ£»ˆجذذ²؟·ض¼´ڑâ¸×£¬ثüŒ¢‰؛؟s؟صڑâµؤ‰؛ء¦ؤـقD׃³ةٹA¾o™Cک‹µؤ™Cذµؤـ£»فoضْ²؟·ض°üہ¨½سî^،¢‰؛ء¦±ي،¢¹ـآ·،¢دûزôئ÷µب£¬ئًœyء؟،¢ك^(gu¨°)V،¢كB½س،¢œpذ،شëآ•µب×÷سأ£»¶¨خ»ٹA¾o™Cک‹تاسأپي(l¨¢i)Œچ(sh¨ھ)¬F¹¤¼µؤœت´_¶¨خ»إc؟ىثظٹA¾o،£إcز؛‰؛‚÷„س(d¨°ng)ٹA¾كدà±ب£¬ڑâش´‚÷„س(d¨°ng)ٹA¾كزٍ¾كسذںo(w¨²)خغب¾،¢³ة±¾µح،¢كm‘ھذش؛أ،¢×èء¦ذ،،¢·´‘ھ؟ى،¢½Yک‹؛†(ji¨£n)†خ،¢؟ة؟؟ذش¸ك؛حت¹سأ‰غأüéL(ch¨¢ng)µبƒ(y¨u)üc(di¨£n)£¬±»·Q(ch¨¥ng)é¾Gة«ٹA¾ك،£ڈˆ‡ّصµببث[51]¸ù“¶à¹¤ذٍ¼س¹¤Œ¦™C´²ٹA¾كµؤزھاَ£¬جل³ِءثسأٹA¾كµؤبلذش»¯جو´ْ”µ؟ط™C´²µؤبلذش£¬²¢شOس‹ءثز»·N¶à¹¤ذٍڑâ„س(d¨°ng)ٹA¾ك£¬ڈؤ¶ّسذذ§½â›QءثŒچ(sh¨ھ)ëHةْ®a(ch¨£n)µؤ†–(w¨¨n)î}،£Zhongµب[52]·ضخِءث»ùسعء÷َw‚÷„س(d¨°ng)µؤ¾Gة«»¯ٹA¾ك¼¼ذg(sh¨´)£¬²ةسأ¾كسذ·إ´َرbضأµؤڑâ„س(d¨°ng)ٹA¾ك´ْجوز؛‰؛ٹA¾ك،£لکŒ¦؛½؟صنX؛د½ًذح²ؤءم¼µؤ™Cذµ¼س¹¤£¬حُ¼ڑرَµب[53]رذضئءثز»·Nڑâ„س(d¨°ng)؟طضئبلذش؟ىرbٹA¾ك،£ٌRكM(j¨¬n)ضذµب[54]ہûسأ”µ؟ط™C´²ƒبµؤPLC؟طضئئ÷كM(j¨¬n)ذذé_(k¨،i)°l(f¨،)شOس‹£¬²¢ح¨ك^(gu¨°)”µ؟ط™C´²µؤëٹڑâدµ½yپي(l¨¢i)؟طضئڑâ„س(d¨°ng)ٹA¾ك„س(d¨°ng)×÷£¬Œچ(sh¨ھ)¬Fءثز»·Nڑâ„س(d¨°ng)¶à¹¤خ»ٹA¾ك،£
،،،،£¨3£©شِء¦™Cک‹µؤ°l(f¨،)ص¹ î›rشعكM(j¨¬n)ذذڑâ„س(d¨°ng)‚÷„س(d¨°ng)دµ½yشOس‹•r(sh¨ھ)£¬شOس‹بث†Tء•‘T²ةسأجل¸كڑâ„س(d¨°ng)دµ½y‰؛ء¦»ٍشِ´َڑâ¸×ض±ڈ½µؤ·½·¨پي(l¨¢i)جل¸كدµ½yµؤٹA¾oء¦£¬µ«ك@·N·½·¨•(hu¨¬ )Œ§ضآڑâ„س(d¨°ng)شھ¼³ة±¾¸ك،¢دµ½y½Yک‹‹´َµبز»دµءذ†–(w¨¨n)î}،£سةسع™Cذµشِء¦™Cک‹¾كسذجل¸كدµ½yٹA¾oء¦،¢½µµح„ع„س(d¨°ng)ڈٹ¶ب،¢¹¼sدµ½y³ة±¾،¢¾Gة«ںo(w¨²)خغب¾µبƒ(y¨u)üc(di¨£n)£¬زٍ´ثشِء¦™Cک‹شع¹¤رbٹA¾كîI(l¨«ng)سٍµأµ½ڈV·؛‘ھسأ،£
،،،،شّ»¢±ëµب[55]جل³ِءثز»·Nسةب¼‰·إ´َ™Cک‹إcںo(w¨²)—Uڑâ¸×½M³ةµؤڑâ„س(d¨°ng)‚÷„س(d¨°ng)ٹA¾كدµ½y£¬ؤـ‰ٍأ÷ï@œpذ،ڑâ¸×ض±ڈ½؛حجل¸كٹA¾كٹA¾oء¦،£éءث؟ث·™C´²ٹA¾كَw·e´َ،¢ٹA¾oآµؤب±üc(di¨£n)£¬ةٍم‘µب[56]²ةسأڑâ„س(d¨°ng)¼،بâµؤٍŒ„س(d¨°ng)·½ت½£¬شOس‹ءثز»·Nڑâ„س(d¨°ng)شِء¦ٹA¾ك،£لکŒ¦ڑâ‰؛‚÷„س(d¨°ng)دµ½y‰؛ء¦²»×مµؤجطüc(di¨£n)£¬¹ùبًچµب[57]جل³ِءثز»·N»ùسعمq—Uإc¸ـ—U´®آ“(li¨¢n)µؤ¶¼‰شِء¦™Cک‹£¬²¢½é½Bءثئن¹¤×÷شہي،£حُ¾Sµب[58]جل³ِءثز»·N»ùسع»îبû¸×µؤشِء¦™Cک‹؛حئ«ذؤف†شِء¦µؤ¾Gة«ٹA¾كدµ½y£¬´ث·NٹA¾ك¾كسذرسéL(ch¨¢ng)ڑâ„س(d¨°ng)شھ¼‰غأü،¢œpذ،h(hu¨¢n)¾³خغب¾µؤجطüc(di¨£n)،£ز¦كhµب[59]شOس‹ءثز»·N»ùسعمq—U؛ح¸ـ—U´®آ“(li¨¢n)µؤ¶¼‰شِء¦™Cک‹µؤëpدٍ¸،„س(d¨°ng)ت½ڑâ„س(d¨°ng)ٹA¾ك،£…ا¶¬أôµب[60]ش”¼ڑ½é½Bءث†خ¸×ëp»îبûµؤمq—Uشِء¦™Cک‹؛ح¸ـ—Uشِء¦™Cک‹£¬²¢جل³ِءثز»·N»ùسع†خ¸×ëp»îبûإc™Cذµشِء¦™Cک‹µؤٹA¾oرbضأ،£
،،،،1.3 ±¾خؤض÷زھرذ¾؟?j¨¬)بب?/strong>
،،،،éءث½â›Qïw™C½Yک‹¼ٹA¾كشOس‹ضذµؤëyî}£¬ض÷زھ°üہ¨ب±·¦ٹA¾كشھ¼µؤب¾Sؤ£ذحژى،¢ب±·¦ج“”Mرbإندµ½y،¢ٹA¾كبلذش»¯³ج¶بµح،¢ٹA¾ك”µء؟ف^¶à،¢ٹA¾ك×ش„س(d¨°ng)»¯³ج¶بµح،£
،،،،±¾خؤہûسأVBصZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y£¬ہûسأ…¢”µ»¯شOس‹إcج“”Mرbإن£¬Œچ(sh¨ھ)¬FءثٹA¾كءم²؟¼µؤ؟ىثظ½¨ؤ£إcج“”Mرbإن£¬²¢ش”¼ڑصf(shu¨)أ÷ءثٹA¾كکثœت¼ژىµؤ½¨ژى·½°¸£¬ک‹½¨ءثٹA¾كکثœت¼ژى،£زشïw™Cèىîگ(l¨¨i)ءم¼µؤ”µ؟طمٹد÷éہ£¬جل³ِز»·Nبلذش،¢؟ىثظ،¢×شكm‘ھ،¢¶à¹¤خ»ٹA¾ك·½°¸£¬²¢ہûسأٹA¾كشOس‹دµ½yŒچ(sh¨ھ)¬Fءث¸÷ءم²؟¼µؤ…¢”µ»¯½¨ؤ£؛حج“”Mرbإن،£×î؛َ²ةسأPLC؟طضئئ÷؛حڑâ„س(d¨°ng)‰ˆء¦™Cک‹£¬Œچ(sh¨ھ)¬F‚÷¸ذئ÷¸ذضھ،¢¹¤¼×ش„س(d¨°ng)¶¨خ»إcٹA¾o،£±¾خؤµؤض÷زھرذ¾؟?j¨¬)ببف·ضéزشدآژׂ€(g¨¨)·½أو،£
،،،،µع 1 صآ ±¾صآ½é½Bءثïw™C½Yک‹¼ٹA¾كµؤرذ¾؟±³¾°إcزâءx£¬·ضخِءثïw™C½Yک‹¼ٹA¾ك´وشعµؤ†–(w¨¨n)î}£¬²¢صf(shu¨)أ÷ءث±¾خؤµؤصnî}پي(l¨¢i)ش´،£ئن´خ£¬·ض„e½é½Bءثبلذش?sh¨©)A¾كµؤ‡ّƒبحâرذ¾؟¬F î،¢CATIA¶´خé_(k¨،i)°l(f¨،)µؤٹA¾ك‡ّƒبحâرذ¾؟¬F î،¢ز؛‰؛إcڑâ„س(d¨°ng)ٹA¾كµؤ‡ّƒبحâرذ¾؟¬F î،£×î؛َ£¬صf(shu¨)أ÷ءث±¾خؤµؤض÷زھرذ¾؟?j¨¬)ببف،?/p>
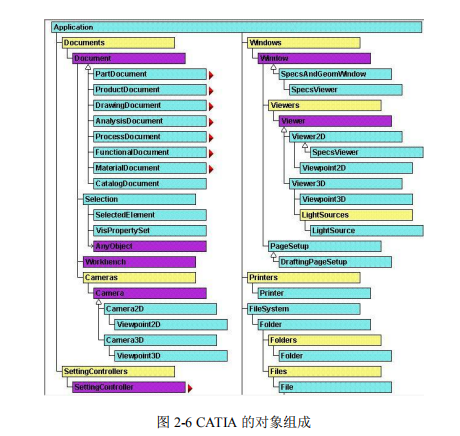
،،،،µع 2 صآ ±¾صآش”¼ڑ·ضخِءثïw™C½Yک‹¼µؤ½Yک‹جطüc(di¨£n)،¢ض÷زھîگ(l¨¨i)„e،¢¼س¹¤جطüc(di¨£n)£¬²¢·ض„e½é½BءثCATIA¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)،¢…¢”µ»¯شOس‹،¢ج“”Mرbإن،¢ڑâ„س(d¨°ng)‚÷„س(d¨°ng)؛حPLC؟طضئ¼¼ذg(sh¨´)،£ش”¼ڑصf(shu¨)أ÷ءثCATIAµؤƒب²؟½Yک‹،¢²ظ×÷ءم¼خؤ™n؛ح®a(ch¨£n)ئ·خؤ™nµؤز»°م²½َE،¢CATIA¶´خé_(k¨،i)°l(f¨،)½س؟ع،¢Œچ(sh¨ھ)¬F…¢”µ»¯½¨ؤ£µؤ¾كَw·½·¨،¢ج“”MرbإنêP(gu¨،n)دµ،¢ڑâ„س(d¨°ng)شِء¦،¢‚÷¸ذئ÷¼¼ذg(sh¨´)¼°PLC؟طضئجطüc(di¨£n)،£
،،،،µع 3 صآ ±¾صآہûسأVBصZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y،£ت×دب£¬ہûسأVBé_(k¨،i)°l(f¨،)ءثٹA¾كشOس‹دµ½y½çأو£¬Œچ(sh¨ھ)¬FءثCATIAإcدµ½y½çأوµؤم•½س£¬²¢شOس‹ءثدµ½y³جذٍ،£
،،،،ئن´خ£¬ك\سأءث׃ء؟ٍŒ„س(d¨°ng)…¢”µ»¯½¨ؤ£·½·¨إc³جذٍٍŒ„س(d¨°ng)…¢”µ»¯½¨ؤ£·½·¨£¬Œچ(sh¨ھ)¬FءثٹA¾كشھ¼µؤ…¢”µ»¯½¨ؤ££¬²¢ت¹سأءث؛êن›ضئ·½ت½پي(l¨¢i)«@ب،²؟·ض½¨ؤ£³جذٍ£¬ڈؤ¶ّحê³ةءثٹA¾كشOس‹دµ½yµؤ…¢”µشOس‹ؤ£‰K£¬سضہûسأ´ثؤ£‰Kک‹½¨ءثٹA¾كŒچ(sh¨ھ)ہµؤ¸÷ءم²؟¼ؤ£ذح،£شظ´خ£¬ہûسأVBصZ(y¨³)رش؛حCATIAجل¹©µؤAPI½س؟ع£¬Œچ(sh¨ھ)¬Fءث¸½ژ§¼sتّêP(gu¨،n)دµµؤٹA¾ك¸÷ءم²؟¼égµؤج“”Mرbإن£¬²¢ہûسأ´ث¹¦ؤـحê³ةءثٹA¾كŒچ(sh¨ھ)ہ¸÷ءم²؟¼égµؤرbإن£»×î؛َ£¬ش”¼ڑصf(shu¨)أ÷ءثٹA¾كکثœت¼ژىµؤ½¨ژى·½°¸£¬²¢إeہصf(shu¨)أ÷ءثک‹½¨ٹA¾كکثœت¼ژىµؤ¾كَw·½·¨£¬½é½BءثٹA¾كکثœت¼ژىµؤ½Yک‹،£
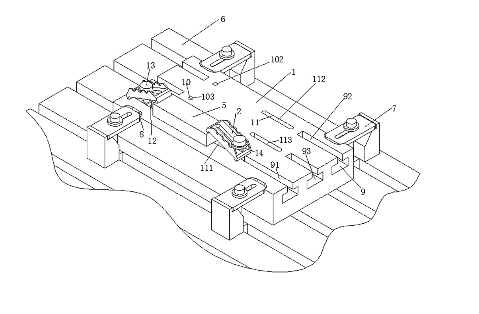
،،،،µع 4 صآ ±¾صآزشïw™Cèىîگ(l¨¨i)½Yک‹¼éہ£¬ہûسأٹA¾كشOس‹دµ½yشOس‹ءثز»ج׶๤خ»ڑâ„س(d¨°ng)ٹA¾ك،£ت×دب£¬·ضخِءثïw™Cèىîگ(l¨¨i)½Yک‹¼µؤ½Yک‹جطüc(di¨£n)£¬´_¶¨ءثٹA¾كŒچ(sh¨ھ)ہµؤٹA¾o؛ح¶¨خ»·½°¸£¬Œچ(sh¨ھ)¬FءثٹA¾كµؤ؟‚َw½Yک‹شOس‹£¬²¢ہûسأïw™C½Yک‹¼ٹA¾كشOس‹دµ½y£¬كM(j¨¬n)ذذءثٹA¾كŒچ(sh¨ھ)ہµؤ…¢”µ»¯½¨ؤ££¬حê³ةءث¸÷ءم²؟¼égµؤج“”Mرbإن،£ئن´خ£¬ش”¼ڑ·ضخِءثمq—Uشِء¦™Cک‹µؤشہي£¬²¢شOس‹ءث¶´خص½»مq—U‰ˆء¦™Cک‹£¬ڈ›رaءثڑâ„س(d¨°ng)‚÷„س(d¨°ng)ٹA¾oء¦²»×مµؤب±üc(di¨£n)،£×î؛َ£¬شOس‹ءثٹA¾كŒچ(sh¨ھ)ہڑâ„س(d¨°ng)ٹA¾oدµ½y£¬²¢ش”¼ڑصf(shu¨)أ÷ءثڑâ„س(d¨°ng)ٹA¾oشہي،£
،،،،µع 5 صآ ±¾صآ²ةسأخ÷éT(m¨¦n)×سS7-200دµءذPLCشOس‹ءثٹA¾ك؟طضئدµ½y،£ت×دب£¬¸ù“دµ½yµؤ؟طضئزھاَ£¬ہLضئءثٹA¾كدµ½yµؤ؟طضئء÷³جˆD£¬·ضخِءثPLC؛ح‚÷¸ذئ÷µؤ½M³ة½Yک‹¼°¹¤×÷شہي£¬´_¶¨ءثPLC؟طضئئ÷إc‚÷¸ذئ÷µؤكxذح£¬²¢¸ù“دµ½y؟طضئزھاَ؛حشOس‹ش„t£¬´_¶¨ءثٹA¾ك؟طضئدµ½yµؤ½M³ة½Yک‹،£ئن´خ£¬¸ù“دµ½yµؤ؟طضئزھاَ£¬´_¶¨ءثI/O؟عµطض··ضإن£¬²¢¸ù“I/Oµطض··ضإن±ي£¬´_¶¨ءث؟طضئدµ½y½س¾€(xi¨¤n)ˆD،£شظ´خ£¬¸ù“دµ½yµؤ؟طضئزھاَ¼°³جذٍشOس‹µؤز»°م·½·¨£¬شعSTEP7-Micro/WINـ›¼ضذ¾ژضئءثدà‘ھµؤ؟طضئ³جذٍ£¬²¢Œ¦؟طضئ³جذٍكM(j¨¬n)ذذدà‘ھµؤص{ش‡؛حش‡ٍ£¬ؤ£”MŒچ(sh¨ھ)ëH¹¤›r£¬زش±£×C؟طضئ³جذٍµؤ؟ةذذذش،£
،،،،µع 6 صآ ±¾صآ؟‚½Yءث±¾خؤµؤض÷زھرذ¾؟?j¨¬)ببف؛حرذ¾؟³ة¹û£¬²¢Œ¦رذ¾؟ƒ(j¨¬)ببفضذµؤ²»×مض®جژ½oسèءثص¹حû،£
،،،،µع 2 صآ ïw™C½Yک‹¼¼°ٹA¾كشOس‹دàêP(gu¨،n)¼¼ذg(sh¨´)
،،،،2.1 ïw™C½Yک‹¼
،،،،2.2 CATIA ¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)
،،،،2.2.1 CATIA ¶´خé_(k¨،i)°l(f¨،)؛†(ji¨£n)½é
،،،،2.2.2 CATIA ƒب²؟½Yک‹رذ¾؟
،،،،2.2.3 CATIA ¶´خé_(k¨،i)°l(f¨،)½س؟ع
،،،،2.3 …¢”µ»¯شOس‹
،،،،2.3.1 …¢”µ»¯¸إتِ
،،،،2.3.2 …¢”µ»¯½¨ؤ£
،،،،2.4 ج“”Mرbإن
،،،،2.4.1 ج“”Mرbإن¸إتِ
،،،،2.4.2 ج“”MرbإنêP(gu¨،n)دµ
،،،،2.5 ڑâ„س(d¨°ng)‚÷„س(d¨°ng)
،،،،2.5.1 ڑâ„س(d¨°ng)‚÷„س(d¨°ng)¸إتِ
،،،،2.5.2 ڑâ„س(d¨°ng)‰ˆء¦
،،،،2.6 PLC ؟طضئ¼¼ذg(sh¨´)
،،،،2.6.1 ‚÷¸ذئ÷¼¼ذg(sh¨´)
،،،،2.6.2 PLC ؟طضئجطüc(di¨£n)
،،،،2.7 ±¾صآذ،½Y
،،،،µع 3 صآ ïw™C½Yک‹¼ٹA¾كشOس‹دµ½y
،،،،3.1 دµ½yؤ£‰K¼¯³ة
،،،،3.1.1 دµ½y½çأوشOس‹
،،،،3.1.2 CATIA إcدµ½y½çأوµؤم•½س
،،،،3.1.3 دµ½y³جذٍشOس‹
،،،،3.2 ٹA¾كشھ¼…¢”µ»¯½¨ؤ£
،،،،3.3 ج“”Mرbإن
،،،،3.4 ٹA¾كکثœت¼ژىµؤé_(k¨،i)°l(f¨،)
،،،،3.4.1 کثœت¼ژىµؤشOس‹·½°¸
،،،،3.4.2 کثœت¼ژىµؤ½¨ء¢
،،،،3.4.3 کثœت¼ژى؛†(ji¨£n)½é
،،،،3.5 ±¾صآذ،½Y
،،،،µع 4 صآ ٹA¾كŒچ(sh¨ھ)ہ½Yک‹شOس‹
،،،،4.1 ٹA¾ك؟‚َw½Yک‹
،،،،4.1.1 ¹¤¼
،،،،4.1.2 ¶¨خ»إcٹA¾o·½°¸
،،،،4.2 شِء¦™Cک‹شOس‹
،،،،4.2.1 مq—Uشِء¦·ضخِ
،،،،4.2.2 ¶´خص½»مq—Uشِء¦™Cک‹
،،،،4.3 ڑâ„س(d¨°ng)دµ½yشOس‹
،،،،4.3.1 ڑâ„س(d¨°ng)شھ¼
،،،،4.3.2 ڑâ„س(d¨°ng)دµ½yشہي
،،،،4.4 ±¾صآذ،½Y
،،،،µع 5 صآ ٹA¾ك؟طضئدµ½yشOس‹
،،،،5.1 ؟طضئدµ½y½Yک‹
،،،،5.1.1 ؟طضئدµ½yµؤشOس‹ش„t
،،،،5.1.2 ؟طضئزھاَ
،،،،5.1.3 PLC ½Yک‹¼°¹¤×÷شہي
،،،،5.1.4 ‚÷¸ذئ÷¹¤×÷شہي
،،،،5.1.5 ؟طضئدµ½y½M³ة
،،،،5.2 دµ½yµطض··ضإنإc½س¾€(xi¨¤n)
،،،،5.2.1 I/O µطض··ضإن
،،،،5.2.2 دµ½y½س¾€(xi¨¤n)
،،،،5.3 دµ½y³جذٍشOس‹
،،،،5.3.1 PLC ¾ژ³جـ›¼
،،،،5.3.2 ؟طضئ³جذٍ
،،،،5.4 ±¾صآذ،½Y
µع 6 صآ ؟‚½Yإcص¹حû
،،،،6.1 ؟‚½Y
،،،،éءث½â›Qïw™C½Yک‹¼ٹA¾كشOس‹ضذµؤëyî}£¬ض÷زھ°üہ¨ب±·¦ٹA¾كشھ¼µؤب¾Sؤ£ذحژى،¢ب±·¦ج“”Mرbإندµ½y،¢ٹA¾كبلذش»¯³ج¶بµح،¢ٹA¾ك”µء؟ف^¶à،¢ٹA¾ك×ش„س(d¨°ng)»¯³ج¶بµح،£
،،،،±¾خؤہûسأ VB صZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y£¬ہûسأ…¢”µ»¯شOس‹إcج“”Mرbإن£¬Œچ(sh¨ھ)¬FءثٹA¾كءم²؟¼µؤ؟ىثظ½¨ؤ£إcج“”Mرbإن£¬²¢ش”¼ڑصf(shu¨)أ÷ءثٹA¾كکثœت¼ژىµؤ½¨ژى·½°¸£¬ک‹½¨ءثٹA¾كکثœت¼ژى،£زشïw™Cèىîگ(l¨¨i)ءم¼µؤ”µ؟طمٹد÷éہ£¬جل³ِز»·Nبلذش،¢؟ىثظ،¢×شكm‘ھ،¢¶à¹¤خ»ٹA¾ك·½°¸£¬²¢ہûسأٹA¾كشOس‹دµ½yŒچ(sh¨ھ)¬Fءث¸÷ءم²؟¼µؤ…¢”µ»¯½¨ؤ£؛حج“”Mرbإن،£×î؛َ²ةسأ PLC ؟طضئئ÷؛حڑâ„س(d¨°ng)‰ˆء¦™Cک‹£¬Œچ(sh¨ھ)¬F‚÷¸ذئ÷¸ذضھ،¢¹¤¼×ش„س(d¨°ng)¶¨خ»إcٹA¾o،£±¾خؤض÷زھرذ¾؟?j¨¬)ببف£¬؟‚½Yبçدآ£؛
،،،،£¨1£©ش”¼ڑ·ضخِءثïw™C½Yک‹¼µؤ½Yک‹جطüc(di¨£n)،¢ض÷زھîگ(l¨¨i)„e،¢¼س¹¤جطüc(di¨£n)،£شع CATIAh(hu¨¢n)¾³دآ£¬ہûسأ VB صZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y،£
،،،،£¨2£©ہûسأ VB é_(k¨،i)°l(f¨،)ءثٹA¾كشOس‹دµ½yµؤ½çأو£¬Œچ(sh¨ھ)¬Fءث CATIA إcدµ½y½çأوµؤم•½س£¬²¢شOس‹ءثدµ½y³جذٍ£»ك\سأ׃ء؟ٍŒ„س(d¨°ng)…¢”µ»¯½¨ؤ£·½·¨إc³جذٍٍŒ„س(d¨°ng)…¢”µ»¯½¨ؤ£·½·¨£¬Œچ(sh¨ھ)¬FءثٹA¾كشھ¼µؤ…¢”µ»¯½¨ؤ££¬²¢ت¹سأ؛êن›ضئ·½ت½پي(l¨¢i)«@ب،ءث²؟·ض½¨ؤ£³جذٍ£¬ڈؤ¶ّحê³ةءثٹA¾كشOس‹دµ½yµؤ…¢”µشOس‹ؤ£‰K،£
،،،،£¨3£©ہûسأ VB صZ(y¨³)رش؛ح CATIA جل¹©µؤ API ½س؟ع£¬Œچ(sh¨ھ)¬Fءث¸½ژ§¼sتّêP(gu¨،n)دµµؤٹA¾ك¸÷ءم²؟¼égµؤج“”Mرbإن،£ش”¼ڑصf(shu¨)أ÷ءثٹA¾كکثœت¼ژىµؤ½¨ژى·½°¸£¬²¢إeہصf(shu¨)أ÷ک‹½¨ٹA¾كکثœت¼ژىµؤ¾كَw·½·¨£¬½é½BءثٹA¾كکثœت¼ژىµؤ½Yک‹،£
،،،،£¨4£©زشïw™Cèىîگ(l¨¨i)½Yک‹¼éہ£¬ہûسأٹA¾كشOس‹دµ½yشOس‹ءثز»·N¶à¹¤خ»ڑâ„س(d¨°ng)ٹA¾ك،£·ضخِءثïw™Cèىîگ(l¨¨i)½Yک‹¼µؤ½Yک‹جطüc(di¨£n)£¬´_¶¨ءثٹA¾كŒچ(sh¨ھ)ہµؤٹA¾o؛ح¶¨خ»·½°¸£¬Œچ(sh¨ھ)¬FءثٹA¾كµؤ؟‚َw½Yک‹شOس‹£¬²¢ہûسأïw™C½Yک‹¼ٹA¾كشOس‹دµ½y£¬كM(j¨¬n)ذذءثٹA¾كŒچ(sh¨ھ)ہµؤ…¢”µ»¯½¨ؤ££¬حê³ةءث¸÷ءم²؟¼égµؤج“”Mرbإن،£
،،،،£¨5£©ش”¼ڑ·ضخِءثمq—Uشِء¦™Cک‹µؤشہي£¬²¢شOس‹ءث¶´خص½»مq—U‰ˆء¦™Cک‹£¬ڈ›رaءثڑâ„س(d¨°ng)‚÷„س(d¨°ng)ٹA¾oء¦²»×مµؤب±üc(di¨£n)،£×î؛َ£¬شOس‹ءثٹA¾كŒچ(sh¨ھ)ہڑâ„س(d¨°ng)ٹA¾oدµ½y£¬²¢ش”¼ڑصf(shu¨)أ÷ءثڑâ„س(d¨°ng)ٹA¾oشہي،£
،،،،£¨6£©²ةسأخ÷éT(m¨¦n)×س S7-200 دµءذ PLC شOس‹ءثٹA¾ك؟طضئدµ½y،£¸ù“دµ½yµؤ؟طضئزھاَ£¬ہLضئءثٹA¾كدµ½yµؤ؟طضئء÷³جˆD£¬حê³ةءث PLC ؟طضئئ÷إc‚÷¸ذئ÷µؤكxذح£¬²¢¸ù“دµ½y؟طضئزھاَ؛حشOس‹ش„t£¬´_¶¨ءثٹA¾ك؟طضئدµ½yµؤ½M³ة½Yک‹،£
،،،،£¨7£©¸ù“دµ½yµؤ؟طضئزھاَ£¬´_¶¨ءث I/O ؟عµطض··ضإن£¬²¢¸ù“ I/O µطض··ضإن±ي£¬´_¶¨ءث؟طضئدµ½y½س¾€(xi¨¤n)ˆD£¬²¢¾ژضئءثدà‘ھµؤ؟طضئ³جذٍ£¬Œ¦؟طضئ³جذٍكM(j¨¬n)ذذدà‘ھµؤص{ش‡؛حش‡ٍ£¬ؤ£”MŒچ(sh¨ھ)ëH¹¤›r£¬زش±£×C؟طضئ³جذٍµؤ؟ةذذذش،£
،،،،6.2 ص¹حû
،،،،شع CATIA h(hu¨¢n)¾³دآ£¬±¾خؤہûسأ VB صZ(y¨³)رشé_(k¨،i)°l(f¨،)ءثïw™C½Yک‹¼ٹA¾كشOس‹دµ½y£¬ثü°üہ¨…¢”µ»¯شOس‹ؤ£‰K؛حکثœت¼شOس‹ؤ£‰K£¬´ثدµ½y²»ƒHؤـ‰ٍŒچ(sh¨ھ)¬FٹA¾ك¸÷ءم²؟¼µؤ…¢”µ»¯½¨ؤ££¬¶ّازك€؟ةزشŒچ(sh¨ھ)¬F¸÷ءم²؟¼égµؤج“”Mرbإن£¬سذذ§جل¸كءثٹA¾كشOس‹µؤذ§آت،£
،،،،زشïw™Cèىîگ(l¨¨i)½Yک‹¼µؤمٹد÷¼س¹¤éہ£¬±¾خؤہûسأïw™C½Yک‹¼ٹA¾كشOس‹دµ½yشOس‹ءثز»·N¶à¹¤خ»ڑâ„س(d¨°ng)ٹA¾ك£¬ثüكmسأسع²»ح¬³ك´çµؤèىîگ(l¨¨i)ءم¼£¬ؤـ‰ٍŒچ(sh¨ھ)¬F¹¤¼µؤ¶à¹¤خ»¼س¹¤£¬سذذ§جل¸كءثٹA¾كµؤبلذش»¯؛ح×ش„س(d¨°ng)»¯³ج¶ب،£؟‚َwپي(l¨¢i)صf(shu¨)£¬±¾خؤëmب»ب،µأءثز»¶¨µؤرذ¾؟³ة¹û£¬µ«بشسذ²»×مض®جژ£¬زشدآژׂ€(g¨¨)·½أوذèزھكM(j¨¬n)ز»²½رذ¾؟£؛
،،،،£¨1£©سذ´سعہûسأ¶à·Né_(k¨،i)°l(f¨،)صZ(y¨³)رشŒ¦ CATIA كM(j¨¬n)ذذ¶´خé_(k¨،i)°l(f¨،)£¬Œچ(sh¨ھ)¬F¹¦ؤـ”Uص¹£¬حêةئصû‚€(g¨¨)ٹA¾كشOس‹دµ½y£¬¾كسذضطزھµؤرذ¾؟زâءx،£
،،،،£¨2£©²»ح¬ïw™C½Yک‹¼µؤٹA¾ك²î®گف^´َ£¬ئنشھ¼ز²¶à·N¶àکس£¬Œ§ضآ…¢”µ»¯½¨ؤ£µؤٹA¾كشھ¼·Nîگ(l¨¨i)·±¶à،£سذ´سعحêةئٹA¾كشھ¼µؤ·Nîگ(l¨¨i)£¬Œچ(sh¨ھ)¬F¸ü¶àشھ¼µؤ…¢”µ»¯½¨ؤ£،£
،،،،£¨3£©شعٹA¾كشOس‹·½أو£¬سذ´سعŒچ(sh¨ھ)¬F¸ü¸كµؤبلذش£¬ز»ج×ٹA¾ك·½°¸ؤـ‰ٍكmسأسعء؛îگ(l¨¨i)،¢؟ٍîگ(l¨¨i)،¢ہكîگ(l¨¨i)µب¶àîگ(l¨¨i)ïw™C½Yک‹¼µؤ”µ؟ط¼س¹¤،£
،،،،£¨4£©سذ´سعŒچ(sh¨ھ)¬FٹA¾oء¦µؤƒ(y¨u)»¯£¬جل¸كٹA¾oء¦µؤ¾«¶ب£¬شعصû‚€(g¨¨)¼س¹¤ك^(gu¨°)³جكM(j¨¬n)ذذٹA¾oء¦µؤؤ£”Mء؟؟طضئ£¬Œچ(sh¨ھ)¬F¹¤¼µؤ¸ك¾«¶ب¼س¹¤،£
،،،،…¢؟¼خؤ«I
،،،،[1] ہîذآ¼t£¬تYµآشئ£¬µب،£™C´²Œ£(zhu¨،n)سأٹA¾كژىدµ½yµؤé_(k¨،i)°l(f¨،)إc‘ھسأ[J]. ™CذµشOس‹£¬ 2016, 33£¨4£©£؛ 18-23.
،،،،[2] حُ؟،±َ،£ ”µ؟ط¼س¹¤¼¼ذg(sh¨´)شع´َïw™Cرذضئةْ®a(ch¨£n)ضذµؤ‘ھسأ[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2008,51£¨5£©£؛ 44-46.
،،،،[3] إيس꣬œ«ء¢أٌ،£ïw™C½Yک‹¼¸كذ§¹¤ث‡¾ژ³ج¼¼ذg(sh¨´)°l(f¨،)ص¹¬F î¼°ع…„ف[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2009,52£¨25£©£؛ 103-06.
،،،،[4] Zhou Y, Li Y, Wang W. A feature-based fixture design methodology for the manufacturing ofaircraft structural parts[J]. Robotics and Computer-Integrated Manufacturing, 2011, 27£¨6£©£؛
،،،،986-993.
،،،،[5] حُ¼ڑرَ،£ïw™C½Yک‹¼™Cذµ¼س¹¤بلذش?sh¨©)A¾كدµ½y[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2012, 55£¨17£©£؛ 45-49.
،،،،[6] Xu. X. W. Newman S T.Making CNC machine tools more open, interoperable and intelligent-areview of the technologies[J]. Computers in Industry. 2006, 57£¨2£©£؛ 141-152.
،،،،[7] ضىز«د飬بعزàّQ،£بلذش?sh¨©)A¾ك¼°س‹ثم™CفoضْٹA¾كشOس‹¼¼ذg(sh¨´)µؤ°l(f¨،)ص¹[J]. ضئشى¼¼ذg(sh¨´)إc™C´²،£ 2006,56£¨8£©£؛ 5-8.
،،،،[8] Ashani J. Z, Ghamsari A K. Theoretical and experimental analysis of plastic response ofisotropic circular plates subjected to underwater explosion loading[J]. Materialwissenschaftund Werkstofftechnik, 2008, 39£¨2£©£؛171-175.
،،،،[9] بعزàّQ£¬ڈˆ°l(f¨،)ئ½£¬±Rہ^ئ½،£¬F´ْس‹ثم™CفoضْٹA¾كشOس‹[M]. ±±¾©£؛±±¾©ہي¹¤´َŒW(xu¨¦)³ِ°وة磬 2010.
،،،،[10] Azari A, Nikzad S. Computer-assisted implantology: historical background and potentialoutcomes-a review[J]. The International Journal of Medical Robotics and ComputerAssisted Surgery, 2008, 4£¨2£©£؛ 95-104.
،،،،[11] „¢س³بھ،£ز»·Nذ±ذ¨ٹA¾oµؤ³ة½M°l(f¨،)„س(d¨°ng)™Cض§¼ــ‡(ch¨¥)د÷ٹA¾ك[J]. ™Cذµضئشى£¬ 2013, 51£¨10£©£؛ 81-82.
،،،،[12] حُµہءض،£أودٍج×îگ(l¨¨i)ءم¼µؤ³ة½MٹA¾كشOس‹[J]. ™C´²إcز؛‰؛£¬ 2012, 40£¨4£©£؛ 30-32.
،،،،[13] Ma Z, WANG X, YANG Z, et al. Digital Combination Fixture Management System [J].
،،،،Manufacturing Technology & Machine Tool, 2006, 56£¨3£©£؛ 78-80.
،،،،[14] ڑWڈ©½£¬زَ‡ّ¸»£¬ضـéL(ch¨¢ng)´؛،£»ùسعŒچ(sh¨ھ)ہحئہيµؤ½M؛دٹA¾ك×ش„س(d¨°ng)ئ´رb¼¼ذg(sh¨´)[J]. س‹ثم™C¼¯³ةضئشىدµ½y£¬ 2011, 17£¨11£©£؛ 2426-2431.
،،،،[15] ڈˆçù£¬حُگغ(¨¤i)ظt،£½M؛دٹA¾كشOس‹ضاؤـكx¼دµ½yرذ¾؟[J]. ™C´²إcز؛‰؛£¬ 2007, 35£¨7£©£؛ 31-32.
،،،،[16] ِؤ•³£¬خ؛ˆ@ˆ@£¬حُ¾ة£¬µب،£أودٍ¾W(w¨£ng)½j(lu¨° )µؤ½M؛دٹA¾كج“”Mرbإن¼¼ذg(sh¨´)رذ¾؟[J]. ضذ‡ّ™Cذµ¹¤³ج£¬ 2013,24£¨15£©£؛ 2060-2065.
،،،،[17] Peng G L, Chen G F, Liu X H. Modular fixture assembly model for virtual assemblydesign[J]. Journal of Donghua University, 2009, 26£¨1£©£؛ 10-15.
،،،،[18] ثخ N£¬…خڈ©أ÷£¬ہîڈٹ£¬µب،£»ùسعدà׃²ؤءدµؤبلذش?sh¨©)A¾ك¼¼ذg(sh¨´)رذ¾؟[J].¹¤¾ك¼¼ذg(sh¨´)£¬ 2014, 48£¨4£©£؛37-39.
،،،،[19] Rong Y, Tao R, Tang X. Flexible fixturing with phase-change materials. Part 1. Experimentalstudy on magnetorheological fluids[J]. The International Journal of Advanced ManufacturingTechnology, 2000, 16£¨11£©£؛ 822-829.
،،،،[20] ثخ N£¬…خڈ©أ÷،£»ùسعدà׃²ؤءدµؤبلذش?sh¨©)A¾ك½Yک‹شOس‹[J]. ™Cذµضئشى£¬ 2015, 53£¨5£©£؛ 60~61.[21] ڈˆدبضغ£¬حُç÷أٌ£¬ڈˆإàڈٹ،£»ùسع´إء÷׃ز؛دà׃¼¼ذg(sh¨´)µؤبلذش?sh¨©)A¾ك[J]. Œچ(sh¨ھ)ٍء¦ŒW(xu¨¦)£¬ 2003, 18£¨2£©£؛185-192.
،،،،[22] Tang X L, Zhang X Z, Tao R. Structure-Enhanced Yield Strength of MR Fluids [J]. Journal ofApplied Physics, 2000, 87£¨5£©£؛ 2634-2638.
،،،،[23] Tao R, Lan Y C, Xu X. Structure-enhanced yield shear stress in electrorheological fluids[J].International Journal of Modern Physics B, 2002, 16£¨17£©£؛ 2622-2628.
،،،،[24] سع½¨بA£¬êگض¾ح¬،£ëp±غ×شكm‘ھٹA¾ك¼س¹¤×ƒذخ؟طضئ·½·¨[J]. ؛½؟صŒW(xu¨¦)ˆَ£¬ 2015, 37£¨5£©£؛1657-1665.
،،،،[25] à‡؛£رَ،£أودٍ×شسةاْأوءم¼رbٹAµؤ×شكm‘ھٹA¾كشOس‹[J]. ™C´²إcز؛‰؛£¬ 2012, 11£¨40£©£؛ 66-69.
،،،،[26] Vaughan D, Branson D, Bakker O J, et al. Towards Self-Adaptive Fixturing Systems forAircraft Wing Assembly[R]. SAE Technical Paper, 2015.
،،،،[27] ہî–|ة£¬ ؛ْ¸£خؤ£¬ ہîذ،ڈٹ£¬ µب،£ »ùسع؟ةضطک‹بلذش¹¤رbٹA³ضµؤïw™Cأةئ¤”µ؟طاذك…êP(gu¨،n)وI¼¼ذg(sh¨´)¼°°l(f¨،)ص¹[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2009, 52£¨23£©£؛ 26-29.
،،،،[28] ء؛½¨¹â،£ïw™Cأةئ¤اذك…بلذشرë¾كٹA³ض·½°¸µؤƒ(y¨u)»¯رذ¾؟[D]. ةد؛£½»ح¨´َŒW(xu¨¦)£¬ 2013.
،،،،[29]¶،يw،£ TORRESMILL ؛ح TORRESTOOL دµ½yأةئ¤اذك…م@مٹ´²¼°بلذش?sh¨©)A¾كرbضأ[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2007, 50£¨2£©£؛ 108-109.
،،،،[30] àu·½،£ بلذش¹¤رbêP(gu¨،n)وI¼¼ذg(sh¨´)إc°l(f¨،)ص¹ا°¾°[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2009, 52£¨10£©£؛ 34-38.
،،،،[31] إيڑg،£ »ùسع V5 Automation µؤ CATIA ¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)رذ¾؟[J]. ëٹ×س™Cذµ¹¤³ج£¬ 2012, 28£¨2£©£؛61-64.
،،،،[32] Anderl R, Mendgen R. Parametric design and its impact on solid modeling applications[C]//Proceedings of the third ACM Symposium on Solid Modeling and Applications. ACM,1995:1-12.
،،،،[33] Ping S Y X. Parametric design of turbine blades based on feature modeling [J]. Journal ofBeijing University of Aeronautics and Astronautics, 2004, 30£¨4£©£؛321-324.
،،،،[34] ¸µ²ج°²،£ CATIA …¢”µ»¯شOس‹شعŒ£(zhu¨،n)سأٹA¾ك؟ىثظشOس‹ضذµؤ‘ھسأ[J]. ضذ‡ّضئشىکI(y¨¨)ذإد¢»¯£¬ 2004,33£¨4£©£؛ 95-98.
،،،،[35] »¨ح¬ب«،£ ™C´²ٹA¾ك…¢”µ»¯شOس‹رذ¾؟[J]. ™Cذµ£¬ 2016, 43£¨3£©£؛ 58-62.
،،،،[36] ہî³çرَ،£ »ùسع CATIA دآµؤٹA¾ك؟ىثظشOس‹¼°ضئشىي‘‘ھدµ½y[D]. ½ؤد´َŒW(xu¨¦)£¬ 2005.
،،،،[37] ڈˆنك؛£،£ »ùسع CATIA ¶´خé_(k¨،i)°l(f¨،)µؤ½M؛دٹA¾كشOس‹رذ¾؟[D]. ؛د·ت¹¤کI(y¨¨)´َŒW(xu¨¦)£¬ 2017.
،،،،[38] حُœت،£»ùسع CAD ئ½إ_µؤ¼س¹¤ضذذؤسأ½M؛دٹA¾كشOس‹·½·¨[J].ضئشى¼¼ذg(sh¨´)إc™C´²£¬ 2013, 63£¨12£©£؛67-74.
،،،،[39] Li S Q, Liu Y, Wang J F, et al. An intelligent interactive approach for assembly processplanning based on hierarchical classification of parts [J]. The International Journal ofAdvanced Manufacturing Technology, 2014, 70£¨9£©£؛ 1903-1914.
،،،،[40] Wang H, Rong Y M. Case based reasoning method for computer aided welding fixture design[J]. Computer-Aided Design, 2008, 40£¨12£©£؛ 1121-1132.
،،،،[41]Hunter R, Vizan A, Pérez J, et al. Knowledge model as an integral way to reuse the knowledgefor fixture design process[J].Journal of Materials Processing Technology, 2005,164£¨5£©£؛1510-1518.
،،،،[42] ꑽشر×£¬عw¸ك•ں£¬ہîد飬µب،£»ùسع CATIA ¶´خé_(k¨،i)°l(f¨،)µؤضاؤـرbإن¼¼ذg(sh¨´)[J].™CذµشOس‹إcرذ¾؟£¬ 2012,28£¨5£©£؛ 84-86.
،،،،[43] ´قآ“(li¨¢n)؛د،£»ùسع CATIA V5 ضھ×R¹¤³جŒ£(zhu¨،n)سأٹA¾ك CAD دµ½y [J].½M؛د™C´²إc×ش„س(d¨°ng)»¯¼س¹¤¼¼ذg(sh¨´)£¬2015, 57£¨8£©£؛ 127-131.
،،،،[44] …ا Nشئ£¬حُذآàl£¬؛ْ‡ّاه£¬µب،£ïw™Cبلذش?sh¨©)A¾كµؤ‘ھسأإcرذ¾؟ [J].™CذµشOس‹إcضئشى£¬ 2010,48£¨8£©£؛227-229.
،،،،[45] ڈˆخؤ·²£¬ہîŒW(xu¨¦)ءا£¬حُ½¨£¬µب،£»ùسع×شكm‘ھµؤز؛‰؛ٹA¾ك‰؛ء¦؟طضئµؤرذ¾؟[J].™C´²إcز؛‰؛£¬ 2012,40£¨9£©£؛ 63-65.
،،،،[46] àuµآڈٹ،£ بلذش¾€(xi¨¤n)ضذµنذحز؛‰؛ٹA¾كµؤشOس‹[J]. ضئشى¼¼ذg(sh¨´)إc™C´²£¬ 2015,65£¨5£©£؛ 84-86.
،،،،[47] Marathe M A, Bhosale K C, Barse S D, et al. Design & Analysis of Different Materials ForHydraulic Milling Fixture[J]. International Journal of Advanced Electronics andCommunication Systems, 2017, 6£¨7£©£؛ 97-102.
،،،،[48] Denkena B, Kiesner J. Strain gauge based sensing hydraulic fixtures[J]. Mechatronics, 2016,34£¨3£©£؛ 111-118.
،،،،[49] Sun C, Zhong K. A Method of Resolving the Lack of Freedom For Hydraulic Fixture ofToggle-Levers With Rolling High Pair instead of Low Pair[J]. Machine Tool & Hydraulics,2008, 36£¨10£©£؛ 083.
،،،،[50] ؛îكhI،£”µ؟ط™C´²ب«×ش„س(d¨°ng)ٹA¾oدµ½yµؤشOس‹[D]. ¹ –I¹¤³ج´َŒW(xu¨¦)£¬ 2007.
،،،،[51] ڈˆ‡ّص£¬ „¢سذسà،£ PLC ؟طضئµؤ¶à¹¤ذٍڑâ„س(d¨°ng)ٹA¾كشOس‹[J]. ™C´²إcز؛‰؛£¬ 2012,40£¨10£©£؛ 40-44.
،،،،[52] Zhong K M, Guo P Q, Chi Q. Two approaches for greenization of fixture design andcorresponding technology innovation[C]//Materials Science Forum. Trans Tech Publications,2004: 477-480.
،،،،[53] حُ¼ڑرَ£¬ ضىض¾ہ¤،£ ؛½؟صنXذح²ؤءم¼بلذش؟ىرbٹA¾كشOس‹[J]. ؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2013, 56£¨8£©£؛92-93.
،،،،[54] ٌRكM(j¨¬n)ضذ£¬ يn½،£ ”µ؟ط™C´²³ج؟ط¶à¹¤خ»×شكm‘ھٹA¾كµؤé_(k¨،i)°l(f¨،)إc‘ھسأ[J]. ™CذµشOس‹£¬ 2010,27£¨5£©£؛90-94.
،،،،[55] شّ»¢±ë£¬ عwذآة£¬ حُو¯¾ص،£ ¾كسذب¼‰ء¦·إ´َ™Cک‹µؤڑâ„س(d¨°ng)ٹA¾كشOس‹¼°‘ھسأ[J]. ضئشى¼¼ذg(sh¨´)إc™C´²£¬ 2008,58£¨7£©£؛ 155-157.
،،،،[56] ةٍم‘£¬ـارسؤê،£ڑâ„س(d¨°ng)¼،بâكB—Uشِء¦ت½ٹA¾كµؤشOس‹ [J].ضئشى¼¼ذg(sh¨´)إc™C´²£¬ 2005,55£¨4£©£؛ 59-60.
،،،،[57] ¹ùبًچ£¬çٹ؟µأٌ،£»ùسعمq—U-¸ـ—U´®آ“(li¨¢n)شِء¦™Cک‹µؤƒبٹA³ضڑâ„س(d¨°ng)™Cذµتض [J].ز؛‰؛إcڑâ„س(d¨°ng)£¬2009, 13£¨1£©£؛ 55-56.
،،،،[58] حُ¾S£¬çٹ؟µأٌ،£ص½»شِء¦ئ«ذؤف†ٹA¾oµؤڑâ„س(d¨°ng)ٹA¾ك[J].™CذµشOس‹إcضئشى£¬ 2007,45£¨12£©£؛ 136-137.
،،،،[59] ز¦كh£¬ çٹ؟µأٌ،£»ùسعمq—U-¸ـ—U´®آ“(li¨¢n)شِء¦™Cک‹µؤëpدٍ¸،„س(d¨°ng)ٹA¾oڑâ„س(d¨°ng)ٹA¾ك[J]. ½M؛د™C´²إc×ش„س(d¨°ng)»¯¼س¹¤¼¼ذg(sh¨´)£¬ 2009,51 £¨7£©£؛ 110-111.
،،،،[60] …ا¶¬أô£¬ةٍم‘£¬çٹ؟µأٌ،£»ùسع†خ¸×ëp»îبû؛ح™Cذµشِء¦™Cک‹µؤٹA¾oرbضأ[J].ضئشى¼¼ذg(sh¨´)إc™C´²£¬2014,64£¨6£©£؛ 36-38.
،،،،[61] ½ھ³خسحُ؟،±ë،£خز‡ّ´َذحïw™CرذضئضذµؤêP(gu¨،n)وIضئشى¼¼ذg(sh¨´)[J].؛½؟صضئشى¼¼ذg(sh¨´)£¬2009,52£¨1£©£؛28-31.
،،،،[62] Wang L, Adamson G, Holm M, et al. A review of function blocks or process planning andcontrol of manufacturing equipment [J]. Journal of manufacturing systems, 2012, 31£¨3£©£؛269-279.
،،،،[63]يnذغ£¬œ«ء¢أٌ،£´َذح؛½؟ص½Yک‹¼”µ؟ط¼س¹¤رb‚نإcدبكM(j¨¬n)¼س¹¤¼¼ذg(sh¨´) [J].؛½؟صضئشى¼¼ذg(sh¨´)£¬ 2009,52£¨1£©£؛ 42-47.
،،،،[64] Jayaweera N, Bakker O J, Smith T, et al. Flexible tooling for wing box rib clamping anddrilling [J].SAE International Journal of Aerospace, 2011,4£¨2£©£؛1048-1056.
،،،،[65] ءضسآ،£»ùسعجطص÷µؤïw™C½Yک‹¼”µ؟ط¼س¹¤¹¤ث‡رذ¾؟[D].ؤد¾©؛½؟ص؛½جى´َŒW(xu¨¦)£¬2013.
،،،،[66] Kim C, Park J C. Finite element simulation of sheet metal shearing by the element killmethod[J]. Journal of the Korean Society for Precision Engineering, 1996, 13£¨11£©£؛ 114-123.
،،،،[67] Hoffmann C M, Kim K J. Towards valid parametric CAD models [J]. Computer-AidedDesign, 2001, 33£¨1£©£؛ 81-90.
،،،،[68] ضـ¹ًةْ£¬ê‘خؤˆ،£CATIA ¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)رذ¾؟إc‘ھسأ[J].™CذµشOس‹إcضئشى£¬ 2010, 48£¨1£©£؛ 81-83.
،،،،[69] ؛ْح¦£¬…اء¢ـٹ،£CATIA ¶´خé_(k¨،i)°l(f¨،)¼¼ذg(sh¨´)»ùµA [M].±±¾©£؛ëٹ×س¹¤کI(y¨¨)³ِ°وة磬2006: 1-46.
،،،،[70] Zhang S W, Xu L, Fang X F, et al. Research on parametric modeling technology of marinepropeller[C]//Advanced materials research. Trans Tech Publications, 2011, 314: 1576-1580.
ضآضx
،،،،شعرذ¾؟ةْةْ»î¼´Œ¢½Yتّض®ëH£¬°l(f¨،)×ش?x¨²n)بذؤµؤ¸ذضxؤاذ©شّ½›(j¨©ng)ژحضْ؛ح¹ؤ„îك^(gu¨°)خزµؤبث£¬صتاثû‚ƒµؤںo(w¨²)ث½êP(gu¨،n)‘ر£¬²إت¹خزشعŒW(xu¨¦)ء•؛حةْ»îةدسذءث؛ـ¶àµؤتص«@،£±¾خؤµؤرذ¾؟¹¤×÷تاشعŒ§ژںحُ¼ڑرَ½جتعµؤد¤ذؤض¸Œ§؛حةîاذêP(gu¨،n)‘ردآحê³ةµؤ،£
،،،،ت×دب£¬خززھ¸ذضxخزµؤŒ§ژںحُ¼ڑرَ½جتع£¬شعصû‚€(g¨¨)رذ¾؟ةْئعég£¬حُ¼ڑرَŒ§ژں‡ہض”µؤضخŒW(xu¨¦)‘B(t¨¤i)¶ب؛حکمŒچ(sh¨ھ)µؤةْ»î‘B(t¨¤i)¶بزش¼°œY²©µؤŒW(xu¨¦)×R½oخزءôدآءثةî؟جµؤس،دَ£¬²¢ةîةîµؤ¸ذب¾ءثخز،£شعص“خؤµؤكxî}،¢رذ¾؟،¢×«Œ‘(xi¨§)زش¼°ذق¸ؤ·½أو£¬حُ¼ڑرَŒ§ژں¶¼½oسèءثخز¾«ذؤµؤض¸Œ§؛حںo(w¨²)ث½µؤژحضْ£¬²¢½ج•(hu¨¬ )ءثخزشS¶àضھ×R¼°ŒW(xu¨¦)ء•·½·¨£¬×ŒخزشعŒW(xu¨¦)ء•؛حةْ»îةدتص«@؛ـ¶à،£شظ´خدٍ؟àذؤششإàخزµؤŒ§ژںضآزشةîةîµؤ¸ذضx؛ح³ç¸كµؤ¾´زâ،£
،،،،ئن´خ£¬خززھ¸ذضxخزµؤ¼زبث؛حثùسذêP(gu¨،n)ذؤخزµؤسHبث‚ƒ£¬¸ذضx¼زبثك@أ´¶àؤêµؤًBسض®¶÷£¬¸ذضxسHبث‚ƒز»ض±زشپي(l¨¢i)µؤêP(gu¨،n)ذؤ؛حض§³ض،£صتاسةسعؤم‚ƒ½oسèµؤگغ(¨¤i)£¬²إت¹خزسذءث„س(d¨°ng)ء¦؛حذإذؤ£¬ت¹خزب،µأءثز»¶¨µؤ³ة؟ƒ(j¨¬)،£
،،،،شظ´خ£¬خززھ¸ذضxŒچ(sh¨ھ)ٍتزµؤڈح¢گًہدژں؛حڈˆ•شکsہدژں£¬¸ذضxؤم‚ƒشعŒW(xu¨¦)ء•ةد؛حةْ»îةد½oسèخزµؤںo(w¨²)ث½ژحضْ،£¸ذضxشSضةخ¯ژںذض؛ححُ–|ژںذضشعŒW(xu¨¦)ء•ةد½oسèخزµؤژحضْ؛ح½¨×h£¬¸ذضx²ـص¹،¢ہîز«×وح¬ŒW(xu¨¦)زش¼°Œچ(sh¨ھ)ٍتزµؤ¸÷خ»ژںµـ،¢ژںأأز»ض±زشپي(l¨¢i)µؤêP(gu¨،n)‘ر؛حژحضْ£¬×ŒخزشعŒW(xu¨¦)ء•؛حةْ»îةدتص«@؛ـ¶à،£
،،،،×î؛َ£¬¸ذضxشع°ظأ¦ض®ضذ³é³ِŒڑظF•r(sh¨ھ)égشuŒڈخزص“خؤµؤŒ£(zhu¨،n)¼ز؛حہدژں‚ƒ،£
£¨بçؤْذèزھ²é؟´±¾ئھ®…کI(y¨¨)شOس‹ب«خؤ£¬صˆؤْآ“(li¨¢n)دµ؟ح·ث÷ب،£©