24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘 要
本次畢業(yè)設計主要是根據底座(三)零件圖的三視圖,來(lái)繪制零件三維造型;其零件的表面粗糙度、加工精度計算出加工余量,通過(guò)加工余量來(lái)繪制零件的毛坯圖;寫(xiě)出工藝路線(xiàn),并根據工藝路線(xiàn)來(lái)確定加工工序,完成加工工藝過(guò)程卡片和工序卡片;結合查表和公式計算出切削用量和基本時(shí)間.接下來(lái)設計夾具體,通過(guò)兩道工序,分別確定夾緊定位方案,并設計出定位元件,計算定位無(wú)車(chē)位;通過(guò)夾緊方案和夾緊機構來(lái)計算出夾緊力和切削力,并寫(xiě)出總結.
關(guān)鍵詞:夾具 加工工藝 定位 夾緊力 切削力
Abstract
This graduation design is mainly based on the three views of the bottom sitting(three) part drawing to draw the three-dimensional modeling of the parts. The surfaceroughness and machining precision of the parts are calculated for the machiningallowance, and the blank drawing of the parts is drawn by the processing allowance;the process route is written and the processing procedure is determined according tothe process route, and the processing worker is completed. Process card and processcard; combined with look-up table and formula to calculate the cutting amount andbasic time. Then the design clip is specific. Through two procedures, the clampingand positioning scheme is determined respectively. The positioning element isdesigned and the position free position is calculated. The clamping force and cuttingforce are calculated by the clamping scheme and the clamping mechanism, and thesummary is written out.
Key words: fixture, machining process, positioning, clamping force, cuttingforce
目錄
緒論………………………………………………………………………………1
1. 零件的分析……………………………………………………………………2
1.1 零件的作用……………………………………………………………………2
1.2 零件的工藝分析………………………………………………………………2
2.工藝規程設計……………………………………………………………………5
2.1 確定毛坯的制造形式……………………………………………………… 5
2.2 基準的選擇……………………………………………………………………5
3.3 制定加工工藝路線(xiàn)…………………………………………………………6
3.3.1 零件表面加工的選擇………………………………………………… 6
2.4 機械加工余量、工序尺寸及毛坯尺寸的確定……………………………9
2.5 機械加工工藝過(guò)程…………………………………………………………12
2.6 切削用量的選擇……………………………………………………………19
3.6.1 工序 12 切削用量及基本時(shí)間確定……………………………………19
2.6.2 工序 16 切削用量及基本時(shí)間確定……………………………………23
2.7 編制工藝規程文件……………………………………………………… 26
3. 夾具設計……………………………………………………………………27
3.1.確定工序 10 的鉆夾具…………………………………………………27
3.1.1. 確定夾具定位方案………………………………………………… 28
3.1.2. 定位元件設計……………………………………………………… 28
3.1.3 定位誤差的分析與計算…………………………………………… 31
3.1.4 確定夾緊方案以及夾緊機構……………………………………… 32
3.1.5 切削力和夾緊力的計算…………………………………………… 33
3.1.6 導向裝置設計…………………………………………………………33
3.1.7 夾具中的其他設計…………………………………………………… 34
3.2 確定工序 8 的車(chē)夾具設計………………………………………………35
3.2.1 確定夾具定位方案…………………………………………………… 35
3.2.2 定位元件設計………………………………………………………… 36
3.2.3 定位誤差的分析與計算……………………………………………… 36
3.2.4 確定夾緊方案與夾緊機構…………………………………………… 37
3.2.5 切削力和夾緊力的計算………………………………………………38
3.2.6 夾具中的其他元件設計……………………………………………… 39
總結………………………………………………………………………………41
參考文獻………………………………………………………………………… 42
致謝……………………………………………………………………………… 43
緒論
本文主要涉及底座(三)零件的加工工藝及其機械裝備設計,主要強調零件的加工工藝問(wèn)題,通過(guò)此次設計,能熟練運用機械制造技術(shù)基礎課程中的理論及有關(guān)修課程的理論和實(shí)踐知識,對零件進(jìn)行三維設計以及針對兩個(gè)工序所設計的夾具.本次設計通過(guò)每個(gè)加工工序了解到底座的機械裝備設計,此次只要強調兩個(gè)加工工序,并為此設計出機床夾具.達到機床夾具設計的基本要求,不僅是課堂上學(xué)到的知識,還要涉及到課外的儲備量,查《機床夾具設計手冊》,了解零件的標準尺寸、尺寸要求以及機械加工余量.通過(guò) CAD 來(lái)熟悉底座的三維造型以及零件圖,更好的了解毛坯圖,從而設計出機床夾具.設計過(guò)程中會(huì )遇到有關(guān)夾具設計的問(wèn)題,應向自己的指導老師求教. 對此,本人的設計水平有限,若有不足之處,懇請各位老師給予批評與改正,謝謝!
1. 零件的分析
1.1 零件的作用
底座(三)主要用于支撐和連接若干部件的基礎零件,一般適用于形狀復雜、生產(chǎn)批量較大的零件,上面有大量的孔,便于夾緊與定位,其有不同的強度、硬度、韌性等性能,滿(mǎn)足多種工廠(chǎng)的要求.
1.2 零件的工藝分析
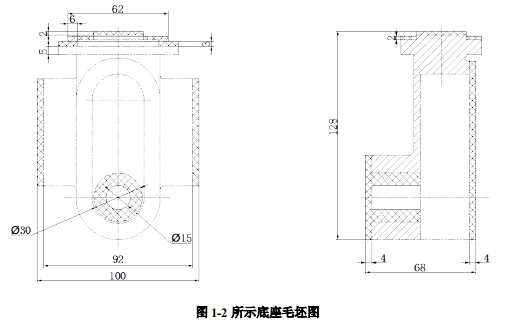
零件的工藝分析,就是通過(guò)對零件圖和三維圖的分析研究,來(lái)判斷零件的加工工藝以及結構特點(diǎn)的要求,底座的生產(chǎn)類(lèi)型屬于砂型鑄造機器造型,廣泛運用了高效生產(chǎn)率的專(zhuān)用機床、夾具、刀具與量具,同時(shí)對操作工人的技術(shù)要求有所提高,可以根據底座(三)的零件圖可知,如圖 1.1、圖 1.2
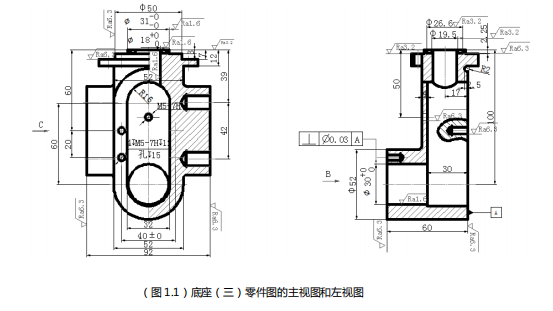


如圖可知,鑄造出來(lái)的零件尺寸相對而言較小,其長(cháng) 92mm、寬 68mm、高126mm 的砂型鑄造機器造型.其表面粗糙度不是特別的高,不需要太多的精加工.其中外形尺寸比較好加工.零件的上端面加工時(shí)要注意些,它包含了三個(gè)圓柱,表面粗糙度也有所要求,從圖中可以看出 3×M6-7H↓12 三個(gè)螺紋孔的分布的度數是不相同的,加工時(shí)相對而言較困難,該零件的孔不是特別的大,也意味著(zhù)加工孔時(shí),定位要準確,防止鉆頭打滑.加工孔 4×M4-7H↓10 時(shí),需要用分度裝置與夾緊元件相配合.該零件的表面粗糙度基本相同,加工時(shí)便于節省時(shí)間,其中有一個(gè)位置度要求,這表明加工必要簡(jiǎn)單,其位置度要求:φ30孔的中心線(xiàn)相對底座前面的垂直度的公差為 φ0.03.這就要求該零件的定位基準是底座的前端與 φ30 孔,其位置要求較高,故加工較困難,另外,該零件有74×50 的長(cháng)方體,其前端面有一段齊,不容易裝夾,所以要與 φ30 的孔相互配合,相互垂直,但但也要保證加工表面的基準,這幾項加工時(shí)注意一下,相信加工時(shí)不成問(wèn)題.
2. 工藝規程設計
2.1 確定毛坯的制造形式
該零件的材料是 HT200,其含義是灰口鑄鐵,該零件的最低抗拉強度為200MPa.比較低的抗拉強度和塑性,有較好的鑄造性能和減震性能.由于零件已達到大批量生產(chǎn)的水平.查《機械加工工藝手冊 2 版》表 3.1-20 中得出該零件的屬于砂型鑄造機器造型的方法來(lái)鑄造毛坯,為了消除殘余應力,鑄造后應當安排人工時(shí)效處理.
2.2 基準的選擇
基準就是以零件的某個(gè)點(diǎn)、線(xiàn)或者面為對象的幾何關(guān)系.其中包括設計基準、工藝基準、工序基準、定位基準、測量基準和裝配基準.本設計主要研究定位基準,定位基準包含粗基準、精基準和輔助基準.
粗基準的選擇
粗基準的選擇很重要,粗基準一般只能用一次,與精基準相對的基準.從零件圖可以看出,其標注主要集中在零件的下端面,零件的前后端面分別有表面粗糙度要求,φ30 的孔與零件的前端面垂直度要求,綜上研究,可以選出零件的后端面為粗基準.
精基準的選擇
選擇精基準遵循"互為基準原則",所以要將零件上的位置精度找出來(lái),在根據基準的要求來(lái)選擇精基準.從零件圖可知,只有一個(gè)有位置精度要求,表示 φ30 相對零件的前端面的垂直度的公差為 φ0.03mm.以 φ30 的孔軸線(xiàn)和零件的前端面為精基準.



…………由于本文篇幅較長(cháng),部分內容省略,詳細全文見(jiàn)文末附件
總結
通過(guò)這學(xué)期的畢業(yè)設計,從中收獲了很多的知識,以前不懂的,由于這次的充分的學(xué)習,學(xué)到了很多,不僅知識面的到了擴充,見(jiàn)識方面也得到了不少的提高.但在這學(xué)習的過(guò)程,也面臨著(zhù)不懂的難題和不解的疑問(wèn),有了這些的問(wèn)題才能更好地解決.
剛開(kāi)始看到題目時(shí),很開(kāi)心,感覺(jué)很簡(jiǎn)單,很快的把零件的三視圖畫(huà)出來(lái)了,根據要求還要繪制三維造型,面對這個(gè)有點(diǎn)困難,它不想之前的三視圖一樣直接繪制出來(lái),而是通過(guò)三視圖來(lái)想象出其立體圖,想象出以后還要繪制出來(lái),但是我所了解的軟件命令有限,所涉及的知識還不足,這就需要我去圖書(shū)館查書(shū)籍了,按照書(shū)籍上的命令一步步的繪制出來(lái),并將零件的立體圖繪制出來(lái).這只是剛開(kāi)始,接下來(lái)要面臨著(zhù)更多的挑戰,根據零件圖上的粗糙度,要寫(xiě)出它的加工工藝路線(xiàn),工序簡(jiǎn)圖以及通過(guò)零件圖的特點(diǎn),還要根據老師給出的兩道工序,給出夾具體.
寫(xiě)加工工藝路線(xiàn)時(shí),我就犯難了,不知道怎么寫(xiě),然后我請教了老師,老師耐心的和我講解,先找出精基準,再通過(guò)精基準判斷粗基準的位置,然后找到基準后,根據六項基準原則,一步一步的寫(xiě).在設計夾具,剛開(kāi)始時(shí),不知道自己應該從哪些地方下手,有段時(shí)間處于煩躁的狀態(tài),想畫(huà),但是又不知道畫(huà)什么.于是,我先調整好自己的心態(tài),然后在從設計手冊中找點(diǎn)靈感,通過(guò)仔細閱讀后,終于找到點(diǎn)自己應該做什么了~然后開(kāi)始查定位元件、還有其中的特性之類(lèi)的,查完這些資料后,受益良多,這是設計夾具的基礎.
完成這些,突然感覺(jué)自己以前學(xué)的知識九牛一毛,還不到萬(wàn)分之一,但是通過(guò)這次的畢業(yè)設計,我還是沒(méi)全部學(xué)會(huì ),但我覺(jué)得現在的知識夠用幾年的,可是,我還是不能自滿(mǎn),因為我還只是學(xué)到一點(diǎn),以后還有更多的知識讓我收納,所以自己要保持著(zhù)一顆熱愛(ài)學(xué)習的心,不管在哪里,都要有學(xué)習的精神,不能覺(jué)得自己學(xué)的夠多而沾沾自喜,自己只是學(xué)到了一點(diǎn)的皮毛.以后要加倍的去學(xué)習,要抱著(zhù)學(xué)習的態(tài)度去完成以后的工作.
致謝
畢業(yè)設計也快接近尾聲了,就意味著(zhù)大學(xué)四年也快結束了,回首這大學(xué)四年,感觸頗深.在這大學(xué)里有歡笑有傷心還有壓力,但更多的讓我感受到了暖意.
首先,我要感謝我的指導老師--×××老師,在這幾個(gè)月中,×老師一直都在認真負責,每周都會(huì )要求我們匯報進(jìn)度,根據進(jìn)度,要求我們下步的做法,如果進(jìn)度慢了,他會(huì )提醒我們要加快進(jìn)度,根據我們修改的內容,給我們一一的講解,有人不懂的話(huà),也會(huì )針對個(gè)人再講一遍,×老師的認真負責,即使再忙也要擠出一部分時(shí)間來(lái)給我們講解,每次×老師都能一語(yǔ)道破,戳中要點(diǎn),對我的夾具設計有很大的幫助.
其次,我還要感謝在這四年的大學(xué)生涯中給我講課的專(zhuān)業(yè)老師和非專(zhuān)業(yè)老師,在這四年里辛苦了,同時(shí)還要感謝同學(xué)們的互幫互助,彼此交流畢業(yè)設計,非常感謝你們!
參考文獻
[1]李益民,金衛東.機械制造技術(shù)[M].北京:機械工業(yè)出版社,2012.
[2]于駿一,鄒青.機械制造技術(shù)基礎[M].2版.北京:機械工業(yè)出版社,2009.2.
[3]張世昌,李旦,高航.機械制造技術(shù)基礎[M].北京:高等教育出版社,2003.
[4]趙家齊.機械制造工藝學(xué)課程設計指導書(shū)[M].2版.北京:機械工業(yè)出版社,2000.10.
[5]王凡.實(shí)用機械制造工藝設計手冊[M].北京:機械工業(yè)出版社,2008.05.
[6]艾心,肖詩(shī)剛.切削用量簡(jiǎn)明手冊[M].3版.北京:機械工業(yè)出版社,1994.
[7]付求涯,邱小童.互換性與技術(shù)測量[M].北京:北京航空航天大學(xué)出版社,2011.07.
[8]王先逵.機械制造工藝學(xué)[M].2版.北京:機械工業(yè)出版社,2007.
[9]李大磊,王棟.機械制造工藝學(xué)課程設計指導書(shū)[M].2版.北京:機械工業(yè)出版社,2014.08.
[10]于大國.機械制造工藝設計指南[M].北京:國防工業(yè)出版社,2010.08.
[11]楊叔子.機械加工工藝師手冊[M].2版.北京:機械工業(yè)出版社,2010.05.
[12]陳宏鈞.實(shí)用機械加工工藝手冊[M].4版.北京:機械工業(yè)出版社,2016.05.
[13]陳宏鈞.機械加工工藝設計員手冊[M].北京:機械工業(yè)出版社,2009.
[14]趙如福.金屬機械加工工藝人員手冊[M].上海:上海科學(xué)技術(shù)出版社,2009.
[15]李名望.機床夾具設計實(shí)例教程[M].北京:化學(xué)工業(yè)出版社,2009.
[16]徐鴻本.機床夾具設計手冊[M].沈陽(yáng):遼寧科學(xué)技術(shù)出版社,2004.03.
[17]孟憲棟,劉彤安.機床夾具圖冊[M].北京:機械工業(yè)出版社,1992.
[18]李旦,邵東向,王杰等.機械制造工藝學(xué)課程設計機床專(zhuān)用夾具圖冊[M].2版.哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2005.02.
[19]南京市機械研究所.金屬切削機床夾具圖冊(下冊)[M].北京:機械工業(yè)出版社,1984.
[20]王光斗,王春福.機床夾具設計手冊[M].3版.上海:上海科學(xué)技術(shù)出版社,2000.
[21]李昌年.機床夾具設計與制造[M].北京:機械工業(yè)出版社,2007.
[22]陳宏鈞,方向明.典型零件機械加工生產(chǎn)實(shí)例[M].2版.北京:機械工業(yè)出版社,2010.
[23]陳家芳,顧霞琴.典型零件機械加工工藝與實(shí)例[M].上海:上海科學(xué)技術(shù)出版社,2010.
[24]葉君.實(shí)用緊固件手冊[M].2版.北京:機械工業(yè)出版社,2010.
[25]葉玉駒,焦永和,張彤等.機械制圖手冊[M].5版.北京:機械工業(yè)出版社,2012.06.