24РЎ•r(shЁӘ)Х“ОД¶ЁЦЖҹбҫҖ(xiЁӨn)
24РЎ•r(shЁӘ)Х“ОД¶ЁЦЖҹбҫҖ(xiЁӨn)
ХӘТӘ
ЎЎЎЎёЯЛЩБРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwӮИүҰКЗУЙ¶аүKЦРҝХ”DүәіЙРНөДҫЯУРҸНлsҪШГжҪYҳӢөДдXәПҪрРНІДәёҪУ¶шіЙЎЈУЙУЪдXәПҪрөДІДБПМШРФәНЬҮ(chЁҘ)уwҸНлsөДҪYҳӢМШРФЈ¬К№өГӮИүҰФЪәёҪУЯ^(guЁ°)іМЦРИЭТЧ®a(chЁЈn)ЙъЯ^(guЁ°)ҙуөДәёҪУЧғРОЈ»Я^(guЁ°)ҙуәёҪУЧғРОІ»ғHкP(guЁЎn)ПөөҪДЬ·сЕcЖдЛыЬҮ(chЁҘ)уwІҝјюәЬәГөШСbЕдЈ¬ЯҖУ°н‘Цш(zhЁҙ)ёЯЛЩБРЬҮ(chЁҘ)И«үЫГьЦЬЖЪөД°ІИ«РФәНҝЙҝҝРФЎЈЙъ®a(chЁЈn)ЦРіЈІЙУГ»рСжХ{РЮ№ӨЛҮПыіэЯ^(guЁ°)ҙуәёҪУЧғРОЈ¬ө«Ф“№ӨЛҮөДТэИлІ»ғHҪөөНБЛәёҝpЩ|(zhЁ¬)БҝЈ¬¶шЗТҪөөНБЛР§ВКЎЈӮИүҰөДәёҪУЩ|(zhЁ¬)БҝЦчТӘҝҝҠAҫЯҒн(lЁўi)ұЈЧCЈ¬әПАнІјЦГӮИүҰәёҪУҠAҫЯҫНДЬүтңpРЎТтәёҪУТэЖрөДЧғРОЈ¬ҙу·щ¶ИМбёЯӮИүҰөДәёҪУЩ|(zhЁ¬)БҝЎЈТтҙЛЈ¬ұҫОДТФёЯЛЩБРЬҮ(chЁҘ)дXәПҪрЬҮ(chЁҘ)уwӮИүҰҠAҫЯһйСРҫҝҢҰПуЈ¬ҢҰӮИүҰәёҪУҠAҫЯ¶ЁО»…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢСРҫҝЈ¬һйЙъ®a(chЁЈn)ЦРёЯЛЩБРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwәёҪУЧғРОөДоAңyәНҝШЦЖМṩБЛЦёҢ§ЎЈұҫОДөДҫЯуwСРҫҝ?jЁ¬)ИИЭ°ьАЁТФПВЛДӮҖ(gЁЁ)Іҝ·ЦЈә
ЎЎЎЎЈЁ1Ј©дXәПҪрұЎ°еәёҪУҡӨҶОФӘ·ЦОцДЈРНФҮтһтһЧC
ЎЎЎЎһйҪвӣQӮИүҰДЈРНҙуЎўҪYҳӢҸНлsЈ¬лyТФЦұҪУЯM(jЁ¬n)РРәёҪУЧғРО”өЦөДЈ”MөДҶ–(wЁЁn)о}Ј¬НЁЯ^(guЁ°)дXәПҪрұЎ°еәёҪУФҮтһтһЧCБЛҡӨҶОФӘУГУЪұЎ°еәёҪУДЈ”MөДңКҙ_РФЎЈКЧПИЈ¬ҢҰғЙ·N-І»Н¬әс¶ИөДдXәПҪрұЎ°еФҮјюЯM(jЁ¬n)РРәёҪУФҮтһІўңyБҝәёҪУЧғРОҪY№ыЎЈИ»әуЈ¬·Ц„eІЙУГҢҚ(shЁӘ)уwҶОФӘәНҡӨҶОФӘҪЁБўұЎ°еУРПЮФӘДЈРН·ЦОцөГөҪәёҪУЧғРОҪY№ыЎЈЧоәуЈ¬НЁЯ^(guЁ°)ҢҰ·ВХжәНФҮтһҪY№ыөДҢҰұИ·ЦОцЈ¬ҙ_¶ЁБЛҹбҸ—ЛЬРФУРПЮФӘ·ЦОц·Ҫ·Ёј°ҡӨҶОФӘДЈРНУГУЪдXәПҪрұЎ°еәёҪУ”өЦөДЈ”MөДңКҙ_РФЈ¬һйҡӨҶОФӘУГУЪӮИүҰәёҪУ”өЦөДЈ”Mөм¶ЁБЛ»щөAЎЈ
ЎЎЎЎЈЁ2Ј©ӮИүҰУРПЮФӘДЈРНҪЁБўЕcтһЧC
ЎЎЎЎҪЁБўӮИүҰҡӨҶОФӘДЈРНІўҢҰәёҪУДЈ”MҪY№ыЯM(jЁ¬n)РРБЛтһЧC·ЦОцЎЈКЧПИЈ¬ҪШИЎІҝ·ЦӮИүҰДЈРНЯM(jЁ¬n)РРәҶ(jiЁЈn)»ҜЈ¬ҪЁБўБЛӮИүҰҡӨҶОФӘ·ЦОцДЈРНЈ¬КбАнБЛНЁЯ^(guЁ°)јУЭdәкОДјюөД·ҪКҪЯM(jЁ¬n)РРәёҪУЧғРО·ЦОцөДБчіМЎЈИ»әуЈ¬ҢҰ·ВХжөГөҪөДәёҪУңШ¶ИҲц(chЁЈng)ҪY№ыәНәёҪУЧғРОҪY№ыЯM(jЁ¬n)РРБЛ·ЦОцЎЈЧоәуЈ¬ёщ“юӮИүҰЧғРОҷzңy№ӨЛҮәНңyьc(diЁЈn)О»ЦГ·ЦІјЈ¬Ңў·ВХж·ЦОцҪY№ыЕcЙъ®a(chЁЈn)ЦРҢҚ(shЁӘ)ңy”ө“юҢҰұИЈ¬тһЧCБЛҡӨҶОФӘ·ЦОцДЈРНөДңКҙ_РФЎЈНЁЯ^(guЁ°)ҢҰәёҪУЧғРОөД·ЦОцЈ¬Яx¶ЁӮИүҰДЈРНёчңyьc(diЁЈn)·ЁПтЙПөДЖҪҫщЧғРОБҝһйФuғr(jiЁӨ)ЦёҳЛЯM(jЁ¬n)РРәуАmөДҠAҫЯ¶ЁО»…ў”өөДғһ(yЁӯu)»Ҝ·ЦОцЎЈ
ЎЎЎЎЈЁ3Ј©ГжПтЧоРЎЧғРОөДӮИүҰҠAҫЯ¶ЁО»…ў”өғһ(yЁӯu)»ҜФOУӢ
ЎЎЎЎҝШЦЖӮИүҰәёҪУЧғРОКЗӮИүҰҠAҫЯғһ(yЁӯu)»ҜФOУӢөДЦШьc(diЁЈn)Ј¬ТтҙЛТФӮИүҰәёҪУЧғРОЧоРЎһйғһ(yЁӯu)»ҜДҝҳЛҢҰӮИүҰҠAҫЯ¶ЁО»ЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈКЧПИЈ¬»щУЪҠAҫЯ¶ЁО»…ў”өТ»ЦВРФҢҰҠAҫЯ¶ЁО»ьc(diЁЈn)ЕcәёҝpЦ®йgҫалx…ў”өәНғЙҪMҠAҫЯйgҫа…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜЎЈИ»әуЈ¬ФЪҙЛЧоғһ(yЁӯu)…ў”ө»щөAЙПЈ¬НЁЯ^(guЁ°)ЦРРДҸНәПФҮтһФOУӢҪЁБўБЛ¶юлA¶ан—КҪн‘‘ӘГжДЈРНҢҰ»щУЪҠAҫЯ¶ЁО»…ў”өІо®җРФ·Ҫ°ёЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜЈ¬ғһ(yЁӯu)»ҜәуөДҠAҫЯ¶ЁО»·Ҫ°ёҢҰӮИүҰәёҪУЧғРОөДТЦЦЖР§№ып@Цш(zhЁҙ)ЎЈ
ЎЎЎЎЈЁ4Ј©ГжПт·ҖҪЎРФөДӮИүҰҠAҫЯ¶ЁО»…ў”өғһ(yЁӯu)»ҜФOУӢ
ЎЎЎЎһйңpРЎӮИүҰҠAҫЯ¶ЁО»Ж«ІоҢҰӮИүҰәёҪУЩ|(zhЁ¬)БҝөДУ°н‘Ј¬·Ц„eІЙУГМпҝЪ·Ҫ·ЁЕcлpн‘‘ӘГж·ЁЯM(jЁ¬n)РРБЛӮИүҰҠAҫЯ¶ЁО»…ў”ө·ҖҪЎФOУӢЎЈКЧПИЈ¬ҪйҪBБЛ·ҖҪЎФOУӢЛјПләН·ҖҪЎФOУӢБчіМЎЈЦ®ә󣬻щУЪғИНвұнФҮтһФOУӢІЙУГМпҝЪ·Ҫ·ЁЯM(jЁ¬n)РРБЛ·ҖҪЎ…ў”өФOУӢЈ¬Іўёщ“юРЕФлұИҢҰӮИүҰҠAҫЯ¶ЁО»…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈИ»әуЈ¬ІЙУГлpн‘‘ӘГж·ҖҪЎФOУӢ·Ҫ·ЁҪЁБўБЛӮИүҰҠAҫЯ¶ЁО»…ў”өҫCәП·ҖҪЎФOУӢДЈРНІўЯM(jЁ¬n)РРғһ(yЁӯu)»ҜЎЈЧоәуЈ¬НЁЯ^(guЁ°)ҢҰғЙ·Nғһ(yЁӯu)»Ҝ·Ҫ°ёЯM(jЁ¬n)РРҢҰұИ·ЦОцЈ¬өГөҪ»щУЪлpн‘‘ӘГж·ЁөДӮИүҰҠAҫЯ·ҖҪЎ…ў”өФOУӢ·Ҫ·Ёёьғһ(yЁӯu)ЎЈ
ЎЎЎЎкP(guЁЎn)жIФ~ЈәдXәПҪрЬҮ(chЁҘ)уwЈ»әёҪУЧғРОЈ»ҠAҫЯғһ(yЁӯu)»ҜФOУӢЈ»н‘‘ӘГж·ЁЈ»УРПЮФӘ
ЎЎЎЎДҝдӣ
ЎЎЎЎөЪ1ХВҫwХ“
ЎЎЎЎ1.1СРҫҝұіҫ°ЕcТвБx
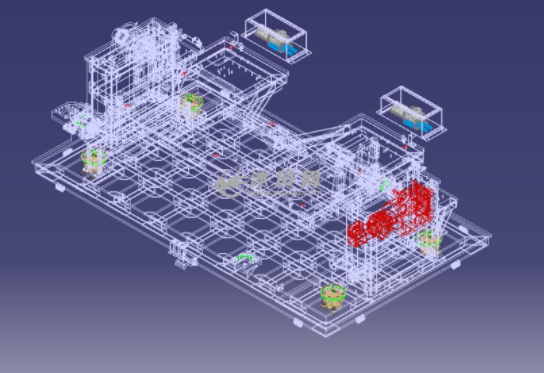
ЎЎЎЎФЪҮшјТАыәГХюІЯТэҢ§әНКРҲц(chЁЈng)ҸҠ„ЕРиЗуАӯ„У(dЁ°ng)ПВЈ¬ОТҮшёЯЛЩБРЬҮ(chЁҘ)ЦЖФмҳI(yЁЁ)пwЛЩ°l(fЁЎ)Х№Ј¬һйА^АmҙтФмОТҮшёЯЛЩБРЬҮ(chЁҘ)ЧФЦч»ҜЦЖФмјјРg(shЁҙ)ЖҪЕ_әНёЯЛЩиFВ·Ж·ЕЖЈ¬ұЈХПёЯЛЩБРЬҮ(chЁҘ)И«ЙъГьЦЬЖЪөДҝЙҝҝРФЈ¬ЖИЗРРиТӘғһ(yЁӯu)»ҜЙэјүёЯЛЩБРЬҮ(chЁҘ)Щ|(zhЁ¬)БҝЎЈЖдЦРёЯЛЩБРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwЧчһйБРЬҮ(chЁҘ)өДЦчуwҪYҳӢЈ¬ЖдЙъ®a(chЁЈn)Щ|(zhЁ¬)БҝҢҰёЯЛЩБРЬҮ(chЁҘ)ЖрЦш(zhЁҙ)ЦБкP(guЁЎn)ЦШТӘөДЧчУГЎЈһйқM(mЁЈn)ЧгёЯЛЩБРЬҮ(chЁҘ)Я\РРЛЩ¶ИІ»”аМбёЯЈ¬ТФј°өНДЬәДЎўёЯ№ҰВКөИёчн—ЦёҳЛөДТӘЗуЈ¬ЭpБҝ»ҜөДдXәПҪрІДБПТФЖдЦШБҝЭpЎўҸҠ¶ИёЯЎўДНёҜОgРФәГТФј°јУ№Ө№ӨЛҮәҶ(jiЁЈn)ҶОөИөДғһ(yЁӯu)ьc(diЁЈn)іЙһйёЯЛЩБРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwЦЖФмөДАнПлРНІДЎЈИзҲD1-1ЛщКҫһйТ»ӮҖ(gЁЁ)өдРНөДёЯЛЩБРЬҮ(chЁҘ)дXәПҪрЬҮ(chЁҘ)уwҪYҳӢЈ¬ЛьЦчТӘУЙөЧјЬЎў¶ЛүҰЎўӮИүҰТФј°ЬҮ(chЁҘ)н”ЛДҙуІҝјюХыуwәёҪУ¶шіЙ[1],ЛьРиТӘіРКЬВГҝНТФј°ёч·NёҪјюФOӮдөДЦШБҝЈ¬ТФј°Я\РРЯ^(guЁ°)іМЦРёчӮҖ(gЁЁ)·ҪПтөДЭdәЙЕcӣ_“фЈ¬ТтҙЛБРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwРиТӘУРЧгүтөДҸҠ¶ИәН„Ӯ¶ИЎЈ
ЎЎЎЎЖдЦРӮИүҰВ“(liЁўn)ҪУөЧјЬәНЬҮ(chЁҘ)н”Ј¬КЗёЯЛЩБРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwөДЦчТӘіРЭdІҝјюЈ¬ЬҮ(chЁҘ)уwӮИүҰҪYҳӢКЗёчЬҮ(chЁҘ)уwІҝјюЦРЧоһйөдРНәНҸНлsөДЈ¬ЛьКЗУЙЙПүҰ°еЎўҙ°ЙП°еЎўҙ°ПВ°еЎўПВүҰ°еәН¶аүKҙ°йg°еәёҪУ¶шіЙЈ¬ӮИүҰДЈРНИзҲD]-2ЛщКҫЎЈЯ@Р©дXәПҪрРНІДғИІҝҫщһйЦРҝХөДИэҪЗЗ»Ц§“ОҪYҳӢЈ¬Я@·NҪYҳӢДЬүтФЪңpЭpЦШБҝөДН¬•r(shЁӘ)МбёЯЬҮ(chЁҘ)уwөД„Ӯ¶ИЈ¬ұЬГвФЪБРЬҮ(chЁҘ)ёЯЛЩЯ\РР•r(shЁӘ)ТтһйҡвБчӣ_“ф¶шЧғРОЈ¬ЬҮ(chЁҘ)уwөДұЪТІҫНҝЙТФЧцөГёьұЎЈ¬ұИУГҢҚ(shЁӘ)РД°еІДЦЖЧчөДЬҮ(chЁҘ)уwёьјУЭpұгЎЈ
ЎЎЎЎёЯЛЩБРЬҮ(chЁҘ)ӮИүҰБгјюј°ЬҮ(chЁҘ)уwЦ®йgЦчТӘНЁЯ^(guЁ°)әёҪУЯM(jЁ¬n)РРЯBҪУЈ¬ОТҮшёЯЛЩБРЬҮ(chЁҘ)ЦЖФмЦРөДЯBҪУ·ҪКҪТФЧФ„У(dЁ°ng)әН°лЧФ„У(dЁ°ng)ИЫ»ҜҳO¶иРФҡвуwұЈЧoәёЈЁMIGәёЈ©һйЦчЎЈҢҰёЯЛЩБРЬҮ(chЁҘ)ӮИүҰҒн(lЁўi)Хf(shuЁӯ)Ј¬ӮИүҰҪШГжј°ёчӮИүҰБгјюйgөДЯBҪУ·ҪКҪИзҲD1-3ЛщКҫЈ¬ӮИүҰБгјюЦ®йgНЁЯ^(guЁ°)ҢҰҪУ»тҙоҪУҪУо^ЯBҪУЖрҒн(lЁўi)Ј¬іэҙ°ПВ°еЕcПВүҰ°еЦ®йgНвӮИәёҝpМҺһйҙоҪУҪУо^НвЈ¬ЖдУаәёҝpҫщһйҢҰҪУҪУо^ЎЈЖдЦРЙПүҰ°еЕcҙ°ЙП°еЦ®йgЎўҙ°ПВ°еЕcПВүҰ°еЦ®йgҫщһййL(chЁўng)јs22mөДЯBАmйL(chЁўng)ЦұәёҝpЈ¬ҙ°йg°еЕcҙ°ЙП°еЎўҙ°ПВ°еЦ®йgһй”аАmөДәёҝpЎЈУЙУЪдXәПҪрІДБПҫЯУРҹбҢ§ВКёЯЎўҹбЕтГӣПө”өҙуЎўГЬ¶ИРЎөИМШьc(diЁЈn)Ј¬К№өГФЪйL(chЁўng)ЦұәёҝpөДЯBАmәёҪУЯ^(guЁ°)іМЦРҢ§ЦВёьјУГчп@өДәёҪУЧғРОЈ¬ҸД¶шК№ӮИүҰіЙһйЬҮ(chЁҘ)уwЦРәёҪУЧғРОЧоһйГчп@әНлyТФҝШЦЖөДІҝјюЎЈ
ЎЎЎЎӮИүҰөДәёҪУЧғРО•ю(huЁ¬ )ЦұҪУҢ§ЦВЖдіЯҙзөДЖ«ІоЈ¬ҸД¶шкP(guЁЎn)ПөөҪДЬ·сәНЖдЛыЬҮ(chЁҘ)уwІҝјюәЬәГөШСbЕдЈ¬ТФј°БРЬҮ(chЁҘ)ЬҮ(chЁҘ)уwөДЧоҪKҪYҳӢДЬ·сЯ_өҪРФДЬРиЗуЈ¬ЧоҪKУ°н‘өҪёЯЛЩБРЬҮ(chЁҘ)И«үЫГьЦЬЖЪөД°ІИ«РФәНҝЙҝҝРФЎЈҝј‘]өҪБРЬҮ(chЁҘ)ФЪёЯЛЩРРсӮ•r(shЁӘ)РиТӘіРКЬҫЮҙуөДҝХҡвүәБҰЈ¬УИЖдКЗғЙЬҮ(chЁҘ)Ҫ»•ю(huЁ¬ )ТФј°БРЬҮ(chЁҘ)НЁЯ^(guЁ°)ЛнөА•r(shЁӘ)ҡвБчөД„ЎБТЧғ»ҜТэЖрөДЬҮ(chЁҘ)уwөДјӨКҺЈ¬ҢҰӮИүҰөДЩ|(zhЁ¬)БҝМбіцБЛёьҮАҝБөДҝјтһЎЈһйБЛПыіэУЙәёҪУТэЖрөДЯ^(guЁ°)ҙуЧғРОЈ¬ТФНщНЁіЈФЪәёәуІЙИЎ»рСжјУҹбҒн(lЁўi)ЯM(jЁ¬n)РРХ{РЮЈ¬әёәуХ{РЮ№ӨЛҮФЪҪөөНәёҪУЧғРОөДН¬•r(shЁӘ)Ј¬ТІ•ю(huЁ¬ )ҢҰәёҝpөДҸҠ¶ИФміЙ“pӮыЈ¬ҪөөНБЛәёҝpөДҸҠ¶ИЈ¬ҸД¶шУ°н‘өҪЬҮ(chЁҘ)уwәёәу·юТЫРФДЬЎЈН¬•r(shЁӘ)УЙУЪФЪЙъ®a(chЁЈn)№ӨЛҮЦРТэЯM(jЁ¬n)БЛ»рСжХ{РЮІҪуEЈ¬І»ғHФцјУБЛ№Ө•r(shЁӘ)Ј¬ЯҖК№өГӮИүҰөДЙъ®a(chЁЈn)ЦЬЖЪјУйL(chЁўng)Ј¬ҙуҙуҪөөНБЛЙъ®a(chЁЈn)Р§ВКЎЈТт¶шРиТӘФЪЙъ®a(chЁЈn)Я^(guЁ°)іМөДәёҪУлA¶ОИҘҝШЦЖәёҪУЧғРОЈ¬ҸД¶шңpЙЩЙхЦБИЎПы»рСжХ{РЮ№ӨЧчЎЈЙъ®a(chЁЈn)ЦРУГәёҪУҠAҫЯҒн(lЁўi)МбЙэӮИүҰөДСbЕдЩ|(zhЁ¬)БҝЈ¬ёЯЛЩБРЬҮ(chЁҘ)ӮИүҰәёҪУҠAҫЯөДЧчУГКЗҢўӮИүҰҳӢјюңКҙ_¶ЁО»ІўҠAҫoЎЈТ»МЧІјЦГәПАнөДӮИүҰәёҪУҠAҫЯҝЙТФК№ӮИүҰФЪәёҪУЯ^(guЁ°)іМЦРМҺУЪ·Җ¶ЁөД о‘B(tЁӨi)Ј¬ҫНДЬүтңpРЎТтәёҪУТэЖрөДЧғРОЈ¬ҙу·щМбёЯӮИүҰөДәёҪУЩ|(zhЁ¬)БҝЈ¬қM(mЁЈn)ЧгЦЖФм№ӨЛҮөДТӘЗуЎЈИзҲD1-4ЛщКҫЈ¬ФЪ¬FУРөДҠAҫЯ—lјюПВЈ¬ФЪСШӮИүҰйL(chЁўng)¶И·ҪПтЙПЈЁҲDЦРЈ¬·ҪПтЈ©Гҝёфјs2mІјЦГТ»МЧҠAҫЯЈ¬№ІФOЦГБЛ12ҪM¶ЁО»ҠAҫЯФӘјюЎЈ
ЎЎЎЎГҝТ»МҺөД¶ЁО»ҠAҫЯФӘјюҪШГжИзҲD1-5ЛщКҫЎЈФЪӮИүҰ·ЁПтЖҪГжЙПЈЁҲDЦРZ·ҪПтЈ©УРТ»Р©ҠAҫЯҶОФӘәНРЁРО¶ЁО»үKҢҰӮИүҰЯM(jЁ¬n)РРҠAҫoЕc¶ЁО»Ј»ФЪҷMПтЙПЈЁҲDЦРX·ҪПтЈ©ӮИүҰЙППВғЙӮИ·Ц„eУРТ»ӮҖ(gЁЁ)¶ЁО»әНҠAҫoФӘјюҢҚ(shЁӘ)¬FӮИүҰҷMПтөДјsКшЎЈ
ЎЎЎЎУЙУЪұЎ°еҪYҳӢөДЬҮ(chЁҘ)уwӮИүҰ„ӮРФІоЎўдXәПҪрІДБПФЪәёҪУЯ^(guЁ°)іМЦРТЧЧғРОөДМШьc(diЁЈn)Ј¬К№өГӮИүҰәёҪУҠAҫЯҢҰәёҪУЧғРОөДУ°н‘п@өГҳOһйЦШТӘЈ¬ҢҚ(shЁӘ)лHЙъ®a(chЁЈn)ТІұнГчҠAҫЯ¶ЁО»ҢҰӮИүҰәёҪУЩ|(zhЁ¬)БҝУРЦш(zhЁҙ)ЦШТӘөДУ°н‘ЎЈКЧПИЈ¬ӮИүҰБгјюФЪІ»Н¬өДҠAҫЯ¶ЁО»·Ҫ°ёПВЧЛ‘B(tЁӨi)І»Н¬Ј¬ФЪәёҪУҹбЭ”ИлөДУ°н‘ПВ•ю(huЁ¬ )®a(chЁЈn)ЙъІ»Н¬өДәёҪУЧғРОҪY№ыЈ¬ТтҙЛРиТӘәПЯmөД·Ҫ·ЁҪЁБўәёҪУҠAҫЯ¶ЁО»ЕcәёҪУЧғРОЦ®йgөДУ°н‘кP(guЁЎn)ПөЈ¬ҢӨХТЧоғһ(yЁӯu)өДҠAҫЯ¶ЁО»·Ҫ°ёК№әёҪУЧғРОЧоРЎЎЈ
ЎЎЎЎБнНвЈ¬ҠAҫЯФЪЙъ®a(chЁЈn)ЦЖФм•r(shЁӘ)ҫНҝЙДЬҙжФЪіЯҙзЖ«ІоІўЗТФЪӮИүҰЙъ®a(chЁЈn)Я^(guЁ°)іМЦР•ю(huЁ¬ )ФміЙДҘ“p¶шҢ§ЦВҠAҫЯЛЙ„У(dЁ°ng)Ўў¶ЁО»І»ңКҙ_ЙхЦБК§Р§Ј¬Я@·NҠAҫЯЖ«ІоөДӮчЯfҢҰӮИүҰәёҪУЧғРОУРЦш(zhЁҙ)ЦШТӘөДУ°н‘Ј¬К№өГЧоҪKөДәёҪУЩ|(zhЁ¬)БҝЧғІоЈ¬ТтҙЛРиТӘҢӨХТәПАнөДҠAҫЯ¶ЁО»ІјҫЦЈ¬К№ӮИүҰөДәёҪУЩ|(zhЁ¬)БҝКЬҠAҫЯ¶ЁО»Ж«ІоөДУ°н‘І»ДЗГҙГфёРЈ¬К№өГӮИүҰәёҪУЯ^(guЁ°)іМёьјУ·ҖҪЎЎЈһйҙЛұҫОДТФёЯЛЩБРЬҮ(chЁҘ)дXәПҪрЬҮ(chЁҘ)уwӮИүҰҠAҫЯһйСРҫҝҢҰПуЈ¬ФЪФҮтһтһЧCөД»щөAЙПНЁЯ^(guЁ°)ҹбҸ—ЛЬРФУРПЮФӘ·ЁДЈ”MӮИүҰөДәёҪУЧғРОЈ¬ҪЁБўӮИүҰҠAҫЯ¶ЁО»…ў”өЕcәёҪУЧғРОЦ®йgөДДЈРНЈ¬ҸД¶шғһ(yЁӯu)»ҜӮИүҰҠAҫЯ¶ЁО»…ў”өЈ¬Ғн(lЁўi)ңpРЎӮИүҰФЪәёҪУЯ^(guЁ°)іМЦРөДЧғРОТФј°ңpРЎҠAҫЯ¶ЁО»Ж«ІоҢҰәёҪУЧғРОөДУ°н‘ЎЈ
ЎЎЎЎ1.2ҮшғИНвСРҫҝ¬F о
ЎЎЎЎ1.2.1әёҪУ”өЦөДЈ”MСРҫҝ¬F о
ЎЎЎЎ1.2.2ҠAҫЯғһ(yЁӯu)»ҜФOУӢ·Ҫ·ЁСРҫҝ¬F о
ЎЎЎЎ1.2.3СРҫҝ¬F оҝӮҪY
ЎЎЎЎ1.3Х“ОДғИИЭЕcҝтјЬ
ЎЎЎЎөЪ2ХВдXәПҪрұЎ°еәёҪУҡӨҶОФӘ·ЦОцДЈРНФҮтһтһЧC
ЎЎЎЎ2.1ТэСФ
ЎЎЎЎ2.2дXәПҪрұЎ°еәёҪУФҮтһ·ЦОц
ЎЎЎЎ2.2.1ФҮтһДҝөДЕcФҮтһ·Ҫ°ё
ЎЎЎЎ2.2.2ФҮтһФOӮдЕcФҮтһҢҚ(shЁӘ)К©
ЎЎЎЎ2.2.3дXәПҪрұЎ°еәёҪУФҮтһҪY№ы·ЦОц
ЎЎЎЎ2.3дXәПҪрұЎ°еәёҪУ·ВХж·ЦОц
ЎЎЎЎ2.3.1ұЎ°еУРПЮФӘДЈРНҪЁБў
ЎЎЎЎ2.3.2Я…Ҫз—lјюЕcЗуҪвФOЦГ
ЎЎЎЎ2.3.3ұЎ°еәёҪУ·ВХжҪY№ы
ЎЎЎЎ2.4дXәПҪрұЎ°еәёҪУФҮтһЕc·ВХжҢҰұИ
ЎЎЎЎ2.5ұҫХВРЎҪY
ЎЎЎЎөЪ3ХВӮИүҰУРПЮФӘДЈРНҪЁБўЕcтһЧC
ЎЎЎЎ3.1 ТэСФ
ЎЎЎЎ3.2ӮИүҰУРПЮФӘДЈРНҪЁБўЕcФOЦГЗуҪв
ЎЎЎЎ3.2.1ӮИүҰУРПЮФӘДЈРНҪЁБў
ЎЎЎЎ3.2.2Я…Ҫз—lјюЕcЗуҪвФOЦГ
ЎЎЎЎ3.3ӮИүҰУРПЮФӘДЈРН·ВХжҪY№ы
ЎЎЎЎ3.3.1ҹб·ЦОцҪY№ы
ЎЎЎЎ3.3.2ҪYҳӢ·ЦОцҪY№ы
ЎЎЎЎ3.4ӮИүҰ·ВХжЕcҢҚ(shЁӘ)ңyҢҰұИтһЧC
ЎЎЎЎ3.4.1ӮИүҰіЯҙзңyБҝПөҪy
ЎЎЎЎ3.4.2УРПЮФӘ·ЦОцҪY№ыЕcҢҚ(shЁӘ)ңyҢҰ
ЎЎЎЎ3.5ұҫХВРЎҪY
ЎЎЎЎөЪ4ХВГжПтЧоРЎЧғРОөДӮИүҰҠAҫЯ¶ЁО»…ў”өғһ(yЁӯu)»ҜФOУӢ
ЎЎЎЎ4.1 ТэСФ
ЎЎЎЎ4.2»щУЪҠAҫЯ¶ЁО»…ў”ө- -ЦВРФҪЁДЈЕcОц
ЎЎЎЎ4.2.1ҠAҫЯ¶ЁО»ьc(diЁЈn)ЕcәёҝpЦ®йgҫалx…ў”ө
ЎЎЎЎ4.2.2ғЙҪMҠAҫЯйgҫа…ў”өғһ(yЁӯu)»Ҝ
ЎЎЎЎ4.3»щУЪҠAҫЯ¶ЁО»…ў”өІо®җРФөДн‘‘ӘГж·ЁҪЁДЈ
ЎЎЎЎ4.3.1ЦРРДҸНәПФҮтһФOУӢ
ЎЎЎЎ4.3.2н‘‘ӘГжДЈРНҪЁ
ЎЎЎЎ4.3.3Іо®җРФ¶ЁО»…ў”өғһ(yЁӯu)»Ҝ
ЎЎЎЎ4.4ұҫХВРЎҪY
ЎЎЎЎІЯ5ХВ¶шПт·ҖҪЎРФөДӮИүҰҠAҫЯ¶ЁО»”өғһ(yЁӯu)»ҜФOУӢ
ЎЎЎЎ5.1 ТэСФ
ЎЎЎЎ5.2·ҖҪЎФOУӢЛјПлЕc»щұҫБчіМ
ЎЎЎЎ5.2.1·ҖҪЎФOУӢЛјПл
ЎЎЎЎ5.2.2ӮИүҰҠAҫЯ·ҖҪЎФOУӢ»щұҫТӘ
ЎЎЎЎ5.2.3ӮИүҰҠAҫЯ¶ЁО»…ў”ө·ҖҪЎФOУӢБчіМ
ЎЎЎЎ5.3»щУЪМпҝЪ·Ҫ·ЁөДӮИүҰҠAҫЯ·ҖҪЎФOУӢ·Ҫ
ЎЎЎЎ5.3.1ғИНвұнФҮтһФOУӢ
ЎЎЎЎ5.3.2»щУЪРЕФлұИөД·ҖҪЎ…ў”ө
ЎЎЎЎ5.4»щУЪлpн‘‘ӘГжөДӮИүҰҠAҫЯ·ҖҪЎФOУӢ·Ҫ·Ё
ЎЎЎЎ5.4.1»щУЪлpн‘‘ӘГж·ЁөД·ҖҪЎФOУӢДЈРН
ЎЎЎЎ5.4.2ӮИүҰҠAҫЯ·ҖҪЎФOУӢДЈРНј°ғһ(yЁӯu)»ҜЗуҪв
ЎЎЎЎ5.5ғЙ·N·ҖҪЎФOУӢ·Ҫ°ёҢҰұИЕc·ЦОц
ЎЎЎЎ5.6ұҫХВРЎҪY
ЎЎЎЎөЪ6ХВҝӮҪYЕcХ№Ны
ЎЎЎЎ6.1ҝӮҪY
ЎЎЎЎһйМбёЯёЯЛЩБРЬҮ(chЁҘ)ӮИүҰәёҪУЩ|(zhЁ¬)БҝәН°ІИ«ҝЙҝҝРФЈ¬Х“ОДТФёЯЛЩБРЬҮ(chЁҘ)дXәПҪрЬҮ(chЁҘ)уwӮИүҰҠAҫЯһйСРеіҢҰПуЈ¬·ЦОцБЛӮИүҰәёҪУҠAҫЯ¶ЁО»…ў”өЕcәёҪУЧғРОЦ®йgөДкP(guЁЎn)ПөЈ¬ІўҢҰҠAҫЯ¶ЁО»…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈКЧПИЈ¬НЁЯ^(guЁ°)дXәПҪрұЎ°еәёҪУФҮтһтһЧCБЛҡӨҶОФӘУРПЮФӘДЈРНУГУЪұЎ°еәёҪУДЈ”MөДңКҙ_РФЈ»И»әуЈ¬ҪЁБўБЛӮИүҰҡӨҶОФӘ·ЦОцДЈРНІўЯM(jЁ¬n)РРӮИүҰәёҪУЧғРОДЈ”MЈ¬НЁЯ^(guЁ°)ЕcЙъ®a(chЁЈn)ҢҚ(shЁӘ)лHҪY№ыҢҰұИтһЧCБЛ·ЦОцДЈРНөДңКҙ_РФЈ»ЧоәуЈ¬·Ц„eГжПтЧоРЎЧғРОәНГжПт·ҖҪЎРФҢҰӮИүҰҠAҫЯ¶ЁО»…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈұҫОДөДЦчТӘғИИЭәНҪYХ“ИзПВЈә
ЎЎЎЎЈЁ1Ј©»щУЪгyәПҪрұЎ°еәёҪУФҮтһЕcҡӨҶОФӘУРПЮФӘДЈРНтһЧC
ЎЎЎЎһйҪвӣQӮИүҰДЈРНҙуЎўҪYҳӢҸНлsЈ¬лyТФЦұҪУЯM(jЁ¬n)РРәёҪУЧғРО”өЦөДЈ”MөДҶ–(wЁЁn)о}Ј¬НЁЯ^(guЁ°)дXәПҪрұЎ°еәёҪУФҮтһтһЧCБЛҡӨҶОФӘУРПЮФӘДЈРНУГУЪұЎ°еәёҪУДЈ”MөДңКҙ_РФЎЈКЧПИЈ¬ҢҰғЙ·NІ»Н¬әс¶ИөДдXәПҪрұЎ°еФҮјюЯM(jЁ¬n)РРәёҪУФҮтһІўңyБҝәёҪУЧғРОҪY№ыЎЈИ»әуЈ¬·Ц„eІЙУГҢҚ(shЁӘ)уwҶОФӘәНҡӨҶОФӘҪЁБўғЙ·NІ»Н¬әс¶ИұЎ°еУРПЮФӘДЈРНЯM(jЁ¬n)РРәёҪУДЈ”M·Ц~ОцЎЈЧоәуЈ¬1¶¬ФҮтһҪY№ыҢ‘(xiЁ§)бЭХжҪY№ыҢҰ°С·ЦОцЈ¬ҙ_¶ЁБЛҡӨҶОФӘУРПЮФӘДЈРНУГУЪдXәПҪрұЎ°еәёҪУ”өЦөДЈ”MөДңКҙ_РФЈ¬һйҡӨҶОФӘУГУЪӮИүҰәёҪУ”өЦөДЈ”MМṩБЛ»щөAЎЈ
ЎЎЎЎЈЁ2Ј©ӮИүҰУРПЮФӘДЈРНҪЁБўЕcтһЧC
ЎЎЎЎЕcЕһКЧПИЈ¬ҢҰӮИүҰҺЧәОДЈРНЯM(jЁ¬n)РРәҶ(jiЁЈn)»ҜІўҪЁБўҡӨҶОФӘУРПЮФӘДЈРНЈ¬·ЦОц·ВХжөГөҪәёҪУңШ¶ИҲц(chЁЈng)ҪY№ыәНәёҪУЧғРОҪY№ыЎЈИ»әуЈ¬ёщ“юӮИүҰЧғРОҷzңy№ӨЛҮәНңyьc(diЁЈn)О»ЦГ·ЦІјЈ¬Ңў·ВХж·ЦОцҪY№ыЕcҢҚ(shЁӘ)лHЙъ®a(chЁЈn)ҢҚ(shЁӘ)ңy”ө“юҢҰұИЈ¬тһЧCБЛӮИүҰҡӨҶОФӘУРПЮФӘДЈРНөДңКҙ_РФЎЈНЁЯ^(guЁ°)ҢҰәёҪУЧғРОөД·ЦОцЈ¬Яx¶ЁӮИүҰДЈРНёчңyьc(diЁЈn)·ЁПтЙПөДЖҪҫщЧғРОБҝһйФuғr(jiЁӨ)ЦёҳЛЯM(jЁ¬n)РРәуАmөДҠAҫЯ¶ЁО»…ў”өөД·ЦОцЎЈ
ЎЎЎЎЈЁ3Ј©ГжПтЧоРЎЧғРОөДӮИүҰҠAҫЯ¶ЁО»…ў”өғһ(yЁӯu)»ҜФOУӢ
ЎЎЎЎҝШЦЖӮИүҰәёҪУЧғРОКЗӮИүҰҠAҫЯғһ(yЁӯu)»ҜФOУӢөДЦШьc(diЁЈn)Ј¬ТтҙЛТФӮИүҰңyьc(diЁЈn)ЧғРОБҝҫщЦөЧоРЎһйғһ(yЁӯu)»ҜДҝҳЛҢҰӮИүҰҠAҫЯ¶ЁО»ЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈКЧПИЈ¬»щУЪҠAҫЯ¶ЁО»…ў”өТ»ЦВРФҢҰҠAҫЯ¶ЁО»ьc(diЁЈn)ЕcәёҝpЦ®йgҫалx…ў”өәНғЙҪMҠAҫЯйgҫа…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜЎЈИ»әуЈ¬ФЪҙЛЧоғһ(yЁӯu)…ў”ө»щөAЙПЈ¬ІЙУГЦРРДҸНәПФҮтһФOУӢҪЁБўБЛ¶юлA¶ан—КҪн‘‘ӘГжДЈРНҢҰҠAҫЯ¶ЁО»…ў”өІо®җРФ·Ҫ°ёЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜЈ¬ғһ(yЁӯu)»ҜәуөДҠAҫЯ¶ЁО»·Ҫ°ёҢҰӮИүҰәёҪУЧғРОөДТЦЦЖР§№ып@Цш(zhЁҙ)Ј¬ұнГчБЛ»щУЪн‘‘ӘГж·ЁөДГжПтЧоРЎЧғРОөДҠAҫЯ…ў”өғһ(yЁӯu)»Ҝ·Ҫ·ЁөДңКҙ_РФЎЈ
ЎЎЎЎЈЁ4Ј©ГжПт·ҖҪЎРФөДӮИүҰҠAҫЯ¶ЁО»…ў”өғһ(yЁӯu)»ҜФOУӢ
ЎЎЎЎһйұЬГвҠAҫЯ¶ЁО»Ж«ІоҢҰӮИүҰәёҪУЩ|(zhЁ¬)БҝөДУ°н‘Ј¬ІЙУГГжПт·ҖҪЎРФҢҰӮИүҰҠAҫЯ¶ЁО»…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈКЧПИЈ¬»щУЪғИНвұнФҮтһФOУӢІЙУГМпҝЪ·Ҫ·ЁЯM(jЁ¬n)РРБЛӮИүҰҠAҫЯ¶ЁО»…ў”ө·ҖҪЎФOУӢЈ¬»щУЪРЕФлұИҢҰҠAҫЯ¶ЁО»…ў”өЯM(jЁ¬n)РРБЛғһ(yЁӯu)»ҜФOУӢЎЈИ»әуЈ¬ІЙУГлpн‘‘ӘГж·ҖҪЎФOУӢ·Ҫ·ЁҪЁБўБЛӮИүҰҠAҫЯ¶ЁО»…ў”өҫCәП·ҖҪЎФOУӢДЈРНІўғһ(yЁӯu)»ҜЗуҪвЎЈЧоәуЈ¬НЁЯ^(guЁ°)ҢҰғЙ·Nғһ(yЁӯu)»Ҝ·Ҫ·ЁөДҢҰұИЈ¬өГөҪ»щУЪлpн‘‘ӘГж·ЁөДӮИүҰҠAҫЯ¶ЁО»…ў”ө·ҖҪЎФOУӢ·Ҫ·ЁөДғһ(yЁӯu)»ҜР§№ыёьәГЎЈ
ЎЎЎЎ6.2Х№Ны
ЎЎЎЎұҫОДөГөҪөДҪYХ“ДЬүтһйЙъ®a(chЁЈn)ЦРёЯЛЩБРЬҮ(chЁҘ)дXәПҪрЬҮ(chЁҘ)уwәёҪУЧғРОоAңyәНҝШЦЖМṩָҢ§Ј¬ө«КЬ•r(shЁӘ)йgәН№ӨЧчБҝТФј°ұҫИЛөДЦӘЧRЛ®ЖҪөДПЮЦЖЈ¬ұҫОДИФҙжФЪТ»Р©І»ЧгУРҙэЯM(jЁ¬n)Т»ІҪСРеіЈә
ЎЎЎЎЈЁ1Ј©ёЯЛЩБРЬҮ(chЁҘ)дXәПҪрЬҮ(chЁҘ)уwӮИүҰҢҚ(shЁӘ)лHДЈРН·ЗіЈҙуЗТҪYҳӢҸНлsЈ¬ФЪУРПЮФӘ·ЦОцөДЯ^(guЁ°)іМЦРәЬлyҢҰХыӮҖ(gЁЁ)ДЈРНЯM(jЁ¬n)РР·ЦОцЈ¬№КФЪұҫОДөДСРҫҝЦРҪШИЎБЛІҝ·ЦДЈРНІўЯM(jЁ¬n)РРБЛәҶ(jiЁЈn)»ҜМҺАнЈ»ҙЛНвЈ¬ФЪ·ЦОцөДЯ^(guЁ°)іМЦРІЙУГҡӨҶОФӘЯM(jЁ¬n)РР·ЦОцЈ¬ұM№ЬФҮтһұнГчУГҡӨҶОФӘҝЙТФәЬәГөШДЈ”MәёҪУЯ^(guЁ°)іМЈ¬ө«ИФИ»ҙжФЪТ»¶ЁөДХ`ІоЎЈлSЦш(zhЁҙ)УӢЛгҷCЛгБҰөДМбЙэЈ¬ФЪҪсәуөДСРҫҝЦРҝЙТФМҪЛчІЙУГХыӮҖ(gЁЁ)ӮИүҰДЈРНәНҢҚ(shЁӘ)уwҶОФӘ»тёьёЯР§өДәёҪУДЈ”M·Ҫ·ЁЯM(jЁ¬n)РРУРПЮФӘ·ЦОцЕcСРҫҝЈ¬ЯM(jЁ¬n)Т»ІҪМбёЯңКҙ_РФЎЈЈҝ
ЎЎЎЎЈЁ2Ј©УЙУЪӮИүҰ·ЦОцДЈРНҸНлsЎўБгјю¶аЎўҠAҫЯ¶ЁО»…ў”өЭ^¶аЈ¬јҙУ°н‘әёҪУЧғРОөДТтЛШұҠ¶аЈ¬лyТФҝј‘]ёчӮҖ(gЁЁ)¶ЁО»…ў”өЦ®йgөДсоәПЈ¬ФЪҢўҒн(lЁўi)өДСРеіЦРҝЙТФҮLФҮёьЦЗДЬөДЛг·ЁЈ¬ҪЁБўёч…ў”өЦ®йgөДсоәПДЈРНІўЯM(jЁ¬n)РРғһ(yЁӯu)»ҜЈ¬ЯM(jЁ¬n)Т»ІҪМбёЯӮИүҰөДәёҪУЩ|(zhЁ¬)БҝЎЈ
ЈЁИзДъРиТӘІйҝҙұҫЖӘ®…ҳI(yЁЁ)ФOУӢИ«ОДЈ¬ХҲДъВ“(liЁўn)ПөҝН·юЛчИЎЈ©