24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘要
近年來(lái),工業(yè)的各個(gè)領(lǐng)域,包括汽車(chē)、造船、電機、儀表和航空技術(shù)的迅速發(fā)展,使我國的制造技術(shù)、制造工藝和制造裝備水平都得到了很大的發(fā)展,壓力鑄造技術(shù)的水平也隨之得到了大幅度的提高。在模具中,壓鑄模具是占比很大的一類(lèi)。在壓力鑄造的過(guò)程中,壓鑄模具的工作條件是比較苛刻的,模具的濕度控制是影響模具的使用壽命、內在質(zhì)量和壓鑄零件成型的一個(gè)很重要的因素,能否將模具的溫度控制在所需的合理范圍內關(guān)系到整個(gè)壓力鑄造過(guò)程的成敗。在經(jīng)濟而高效地生產(chǎn)出高質(zhì)量壓鑄件的過(guò)程中,模具的溫度控制是必不可少的重要條件。
壓鑄模具的溫度控制通常包括預熱和冷卻兩個(gè)方面,本論文針對目前壓鑄模具在冷卻時(shí)存在的缺點(diǎn),如速度慢、耗能大等,研究了基于冷卻水循環(huán)的壓鑄模具多路溫度智能控制方法,采用模糊算法實(shí)現冷卻過(guò)程中模具溢度的精密控制。
論文首先介紹了壓力鑄造對模具溫度控制的要求,接著(zhù)根據控制要求設計了壓鑄模具溫度控制的整體方案,最后論文對該方案進(jìn)行仿真并分析輸出結果。論文針對簡(jiǎn)單的二維模糊控制和傳統PID控制方法在模具溫度控制中存在的缺陷,對模糊控制器進(jìn)行改進(jìn)設計。為了使模具濕度控制系統性能不斷地得到改善,獲得更好的更精確的控制效果并適應不斷變化的情況,保證控制達到預期要求,加入模糊參數調整器,使每個(gè)時(shí)段的溫度都能夠保持在合理范圍內,從而實(shí)現模具溫度的精確控制。經(jīng)過(guò)實(shí)際數據仿真實(shí)驗,表明基于模糊算法的壓鑄模具濕度控制方法完全可行,而且具有較高的控制精度。
關(guān)鍵詞:模糊算法;壓鑄模具;溫度控制;模糊參數調整器
Abstract
In recent years, the areas of industry including automobile, shipbuilding, electrical machine, instrumentation and aviation technology are developing rapidly,which makes our country's manufacturing technology, manufacturing process and manufacturing equipment level get great developments. At the same time, the level of pressure casting technology also has been greatly improved. Die-casting mould is accounted for a big category of mould. The working condition of die-casting mould is relatively harsh. Temperature control technology of die casting mould is affecting the mold service life, inner quality and parts of molding as an important factor. Whether the temperature can be successfully controlled within the required range relates to the success or failure of the whole production process. The temperature control of the mold is essential for efficient and economical production of high quality die casting.
Usually die casting mold temperature control includes two aspects of heating and cooling. The die-casting mould multichannel intelligent temperature control method is studied by cooling water circulation, which uses fuzzy control to realize, aiming at solving the shortcomings of slow speed and big energy consumption during the cooling process of current die-casting mould.
Die temperature control requirements for pressure casting are introduced in the first. Then the overall plan for die temperature control is designed according to the control demand of pressure casting. At last, simulate and analyze the output. The fuzzy controller design is improved for defects exiting in the mould temperature control by a simple two-dimensional fuzzy control and traditional PID control method. For more accurate and better control effect, a fuzzy parameter adjuster is added, which can adapt to changing circumstances and enable temperature to keep within a reasonable range in each period of time, realizing the precise control of mold temperature. Simulation results show that die-casting mold temperature control based on fuzzy control method is completely feasible which has higher control precision.
Key words: Fuzzy algorithm;Die-casting mould ; Temperature control ; Fuzzy parameter adjuster
目前,基本上還使用傳統的PID控制方式來(lái)對溫度進(jìn)行控制。由于PID算法簡(jiǎn)單、可靠性高而被廣泛應用。但是當被控對象的特性發(fā)生改變的時(shí)候,比例、積分和微分系數也必須隨之變化,否則就難以保證其控制精度,而改進(jìn)的PID調節器溫度控制不夠穩定,超調量也較大。模糊控制是建立在人工經(jīng)驗基礎之上的,它通過(guò)采用模糊數學(xué)對模糊現象進(jìn)行分析和判決從而得到精確的控制量,實(shí)現對被控對象的控制。模糊控制并不要求掌握控制對象精確的數學(xué)模型,且具有高度的非線(xiàn)性,相比于傳統的PID控制,其控制效果要好很多。另外模糊控制具有設計簡(jiǎn)單、響應速度快、抗外界干擾能力強、魯椿性好等特點(diǎn),在很大程度上彌補了傳統PID控制的局限性。本設計采用的模糊控制器,根據不同的方和技巧實(shí)現參數自整定,輸出控制量調節冷卻水閥口的開(kāi)啟時(shí)間長(cháng)短,從而實(shí)現更精確的壓鑄模具溫度控制。
我國壓鑄模具行業(yè)發(fā)展很迅速,總產(chǎn)量漲速明顯,已經(jīng)成為名副其實(shí)的壓鑄大國。現在國產(chǎn)壓鑄模具的總產(chǎn)量?jì)H僅少于美國,在世界上排名已經(jīng)達到第二位。
我國的壓鑄模具行業(yè)成長(cháng)很快,壓鑄模具的生產(chǎn)量和數量?jì)H僅少于沖模和塑料模,在我國各種類(lèi)模具的總生產(chǎn)量中已經(jīng)占據了百分之八左右。我國壓鑄模具行業(yè)能夠取得如此卓越的成就主要歸因于我國廣闊的市場(chǎng)及相對低廉的勞動(dòng)力與資源優(yōu)勢。我國的壓鑄產(chǎn)業(yè)憑借著(zhù)得天獨厚的自然條件和明顯的性?xún)r(jià)比優(yōu)勢在國際壓鑄件貿易占據著(zhù)廣闊的市場(chǎng)。根據目前的形勢來(lái)看,我國壓鑄產(chǎn)業(yè)未來(lái)的發(fā)展前景是十分可觀(guān)的。
雖然目前我國的壓鑄模具總產(chǎn)量比較高,但是其國際知名度排位仍然是比較靠后的;雖然壓鑄模具的生產(chǎn)量日益増多,但是大多數只是用于供給國內的需求。
由于壓鑄技術(shù)的限制制約著(zhù)壓鑄模具的質(zhì)量使其難以得到突破,與此同時(shí)國內的一些需求量較大的企業(yè)也在逐步地將業(yè)務(wù)擴展到國外的壓鏈模具企業(yè),這種現象導致了嚴重的貿易逆差,使得國內壓鑄企業(yè)舉步維艱。
國際上,壓鑄模具市場(chǎng)的競爭日益激烈,在這種大環(huán)境下,無(wú)論是產(chǎn)值還是國內需求都存在衰退跡象,其中以日本的衰退程度最為明顯。日本的壓鑄模具行業(yè)目前力求試圖不斷地降低生產(chǎn)成本:將技術(shù)含量不是很高的壓鑄模具生產(chǎn)工作逐漸地轉向人工成本較低的國家進(jìn)行,只在國內生產(chǎn)技術(shù)含量比較高的產(chǎn)品。日本這種加快向國外轉移生產(chǎn)的對策雖然可以降低生產(chǎn)成本,但與此同時(shí)也導致了日本國內壓鑄模具的使用量大幅度減少。相較于日本轉移生產(chǎn)的策略,德國模具企業(yè)則試圖通過(guò)提高機械加工與放電加工的效率與精度從而實(shí)現縮短手工加工的時(shí)間,以此達到提高效率降低成本的目的。
國際市場(chǎng)與國內市場(chǎng)的需求往往存在著(zhù)很大的不同,也就是說(shuō)在國內銷(xiāo)售情況良好的壓鑄產(chǎn)品并不代表其在國外的銷(xiāo)售情況也很好。根據相關(guān)行業(yè)的專(zhuān)家分析所述,存在三個(gè)因素阻礙著(zhù)國內的壓鑄模具銷(xiāo)往國外:第一個(gè)因素是原材料的不足;第二個(gè)因素是技術(shù)不夠先進(jìn);第三個(gè)因素是模具行業(yè)的相關(guān)配套體系不夠完備。以上三點(diǎn)是阻礙國內壓鑄模具行業(yè)發(fā)展的關(guān)鍵問(wèn)題,只有解決了這些問(wèn)題,我國的壓鑄模具行業(yè)才能突破瓶頸從而大幅度提高其在國際市場(chǎng)上的占有率。
壓鑄與模具是密不可分的,它們既存在聯(lián)系也有區別。壓鑄與模具的完美結合誕生了皮鑄模具這個(gè)行業(yè),也就是說(shuō),壓鑄、模具和壓鑄模具是蘭個(gè)不同的行業(yè)。壓鑄與模具行業(yè)的關(guān)系主要種形式存在;第一種形式是壓傳與模具可以同時(shí)進(jìn)行生產(chǎn),即模具都是由自己生產(chǎn)的,一般不會(huì )讓別的企業(yè)來(lái)制造模具:第二種形式是專(zhuān)口的模具生產(chǎn),不制造皮鑄件;第三種形式是做壓鑄,不會(huì )去生產(chǎn)模具。伴隨行業(yè)界限的日益模糊以及行業(yè)逐步交叉發(fā)展,壓鑄、模具和壓鑄模具這三個(gè)行業(yè)之間的聯(lián)系也越來(lái)越緊密,它們之間的交流學(xué)習致使三個(gè)行業(yè)逐步融合在一起,國內的拒鑄模具產(chǎn)業(yè)也將在一體化的過(guò)程中迎來(lái)更多、更大的發(fā)展機遇和空間。
壓鑄模具溫度控制的整體設計:
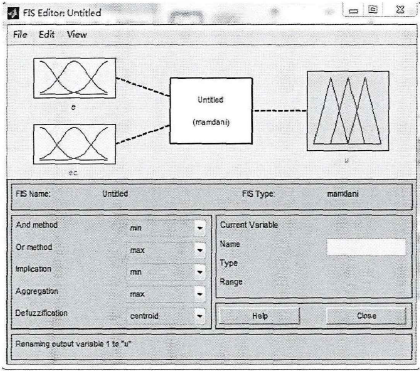
模糊推理系統編輯圖
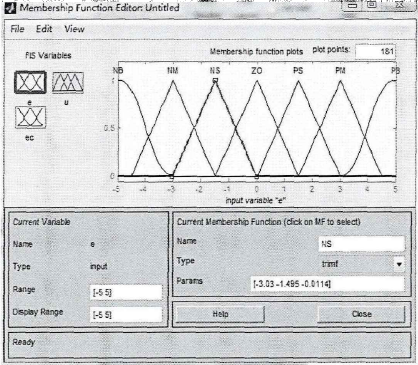
隸屬函數編輯圖
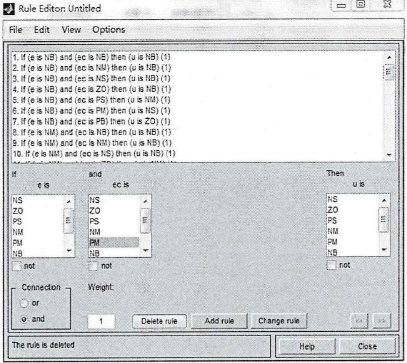
模糊規則編輯圖
模糊規則編輯窗
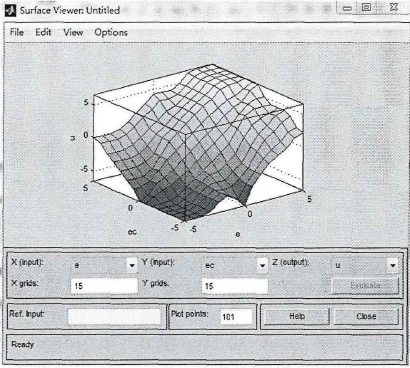
輸出量曲面觀(guān)測圖
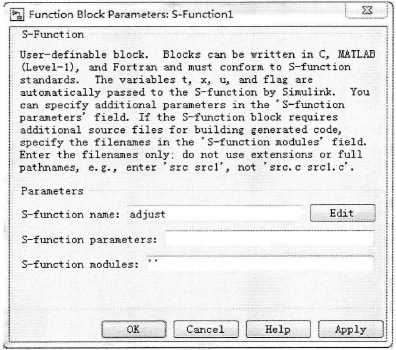
S-function輸入框
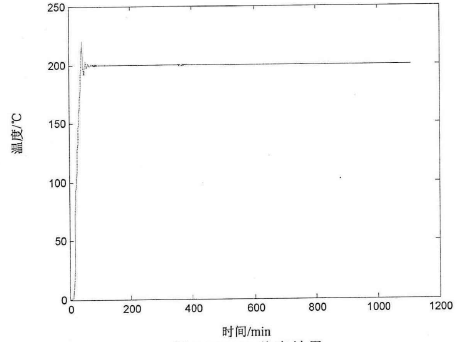
PID 仿真結果
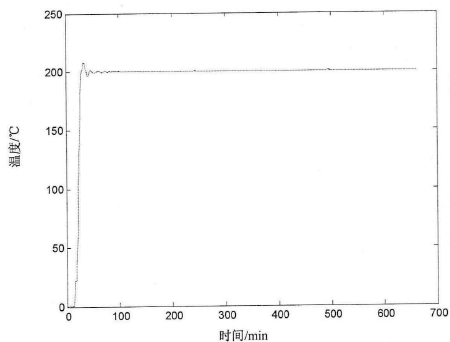
模糊控制仿真效果
目錄
第1章 緒論
1.1 引言
1.2 壓鑄模具產(chǎn)業(yè)現狀
1.2.1 國內壓鑄模具行業(yè)現狀
1.2.2 國際壓鑄模具行業(yè)現狀
1.2.3 制約我國壓鑄模具行業(yè)發(fā)展的因素
1.3 模具溫度對鑄造過(guò)程影響的研究現狀
1.3.1 國內壓鑄模具溫度研究狀況
1.3.2 國外壓鑄模具溫度研究狀況
1.4 壓鑄模具溫度控制研究的目的和意義
1.5 論文的主要工作
第2章 壓力鑄造與模具溫度控制概述
2.1 壓鑄模具概述
2.1.1 壓力鑄造
2.1.2 壓鑄模具的結構
2.2 壓力鑄造對模具溫度控制要求
2.3 模具溫度控制的作用
2.4 壓鑄模具溫度控制方法
2.5 本章小結
第3章 模糊控制方法與PID控制方法比較
3.1 模糊邏輯
3.2 模糊控制
3.3 模糊語(yǔ)言
3.4 模糊集合與隸屬函數
3.5 論域
3.6 量化因子及比例因子
3.7 PID控制器
3.8 本章小結
第4章 模具溫度控制系統的設計
4.1 總體設計方案
4.2 壓鑄模具溫度控制系統的組成和特點(diǎn)
4.2.1 冷卻通道的設置
4.2.2 熱電偶的選擇
4.3 模糊控制器的設計
4.3.1 模糊控制器的基本組成
4.3.2 輸入量輸出量論域的設計
4.3.3 系統誤差和誤差變化率的量化
4.3.4 確定語(yǔ)言變量的語(yǔ)言值
4.3.5 隸屬函數的確定
4.3.6 模糊控制規則的建立
4.3.7 模糊推理方法的選擇
4.3.8 反模糊化方法的確定
4.4 模糊控制器的改進(jìn)設計
4.4.1 參數對控制性能的影響及調整規則
4.4.2 加入模糊參數調整器的模糊控制器
4.4.3 模糊參數調整器的輸入變量和輸出變量的確定
4.4.4 輸入、輸出量的論域、語(yǔ)言值及其隸屬函數的確定
4.4.5 控制規則及其蘊含的模糊關(guān)系
4.4.6 參數調整步驟總結
4.5 本章小結
第5章 仿真實(shí)驗及結果分析
5.1 各種控制算法的仿真對比
5.1.1 傳統PID算法仿真圖形的建立
5.1.2 加入模糊參數調整器的模糊控制器
5.1.3 加入模糊參數調整器的仿真圖形的建立
5.1.4 仿真結果對比
5.2 實(shí)驗驗證
5.2.1 壓鑄模具溫度控制柜
5.2.2 觸摸屏手動(dòng)控制畫(huà)面
5.2.3 壓鑄模溫控制的觸摸屏監視畫(huà)面
5.2.4 歷史溫度數據畫(huà)面
結論
參考文獻
攻讀碩士學(xué)位期間發(fā)表的論文和獲得的科研成果
致謝
(如您需要查看本篇畢業(yè)設計全文,請您聯(lián)系客服索取)