24小時(shí)論文定制熱線(xiàn)
![]()
24小時(shí)論文定制熱線(xiàn)
![]()
摘要:針對現有DLP型3D打印機價(jià)格高、體積大、普及率低、打印時(shí)需要連接個(gè)人電腦等問(wèn)題, 詳細研究了DLP型3D打印機打印原理及實(shí)現方式, 使用廉價(jià)解決方案改進(jìn)了原有硬件結構, 利用Python語(yǔ)言重新編寫(xiě)控制軟件, 提出了一種基于嵌入式Linux的桌面級DLP型3D打印機設計方案。3D打印機采用Cortex-A7內核的樹(shù)莓派為硬件核心, 運用開(kāi)源的計算機視覺(jué)庫Open CV實(shí)現了圖片解析與顯示, 通過(guò)控制步進(jìn)電機帶動(dòng)絲桿螺母實(shí)現了打印平臺精確升降, 利用串口觸摸屏代替電腦上位機實(shí)現了用戶(hù)脫機打印。該DLP型3D打印機體積為240×220×500 mm (長(cháng)*寬*高) , 最大成型體積達到120×120×160 mm (長(cháng)*寬*高) , 打印層高最小為0.025 mm, 圖片顯示分辨率達到1 080 P。實(shí)際打印結果表明, 該DLP型3D打印機具有打印精度高, 體積小, 成本低, 可實(shí)現脫機打印的優(yōu)點(diǎn)。
關(guān)鍵詞:3D打印; 桌面級; DLP; 樹(shù)莓派; OpenCV; 脫機打印;
Abstract:Aiming at the problems of high cost, inconvenience and unpopularity of DLP 3D printers, research on the theory and implementation of DLP 3D printers were carried out. A desktop DLP 3D printer based on embedded Linux with low-priced hardware and python language was proposed. This 3D printer system was constituted by a Cortex-A7 micro controller named Raspberry Pi, a software using GPL Open CV, a stepper motor to control printing platform and a serial touch screen, providing the ability of off-line printing. Models which were smaller than 120* 120* 160 ( mm) can be printed by this 3D printer whose size was 240* 220* 500 ( mm) . A 0. 025 mm height of each layer and a 1 080 P image resolution were confirmed by the test results. The results indicate that this 3D printer has the advantages of high printing precision, small size, low cost and off-line printing.
Keyword:3D printing; desktop; DLP; Raspberry Pi; OpenCV; offline printing;
隨著(zhù)3D打印技術(shù)的迅猛發(fā)展, 3D打印機正逐漸走入大眾的生活中。在多種3D打印技術(shù)中, FDM (熔融沉積成形技術(shù)) 采用熱融噴頭, 使塑性纖維材料經(jīng)熔化后從噴頭內擠壓而出, 并沉積在指定位置后固化成型[1-2]。這種工藝價(jià)格低廉、生產(chǎn)難度小、生產(chǎn)機構體積小;但成型件表面紋理明顯, 層間結合強度低, 打印速度較慢。DLP (激光成型技術(shù)) 使用可見(jiàn)光對光敏樹(shù)脂表面進(jìn)行整體曝光, 進(jìn)行逐層硬化[3-4]。正因為如此, DLP型3D打印機在打印速度, 打印精度及表面光潔度方面有著(zhù)明顯的優(yōu)勢。但在由工業(yè)級向桌面級過(guò)渡的過(guò)程中, DLP型3D打印機的普及速度卻明顯慢于FDM型[5]。
本研究將提出一種基于嵌入式Linux的桌面級DLP型3D打印機設計方案。
1、3D打印機設計總體框架
3D打印機總體設計框架如圖1所示。
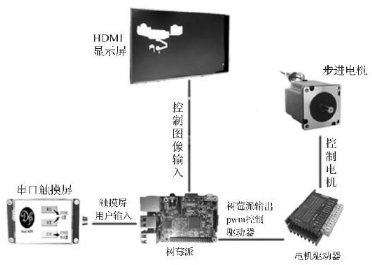
圖1 3D打印機總體設計框架
該打印機采用樹(shù)莓派作為控制核心;通過(guò)HDMI接口連接高清液晶顯示屏實(shí)現每一層圖片文件的顯示;通過(guò)數字式步進(jìn)電機驅動(dòng)器驅動(dòng)42步進(jìn)電機實(shí)現打印平臺的上下移動(dòng);通過(guò)在串口HMI觸摸屏上編寫(xiě)用戶(hù)界面實(shí)現用戶(hù)操作控制。3D打印機控制軟件運用Python語(yǔ)言編寫(xiě), 主要完成步進(jìn)電機的運動(dòng)控制, 曝光時(shí)長(cháng)控制和用戶(hù)輸入的讀取。模型切片文件的解析和顯示工作使用基于Python的開(kāi)源計算式視覺(jué)庫Open CV來(lái)實(shí)現。
2、3D打印機硬件設計
本研究設計的桌面級DLP型3D打印機硬件選型以經(jīng)濟實(shí)用, 穩定可靠為目標。根據功能劃分可以分為4個(gè)模塊:核心模塊、步進(jìn)電機控制模塊、圖形顯示模塊、用戶(hù)控制模塊。
2.1、核心模塊
3D打印機選用樹(shù)莓派作為控制核心, 樹(shù)莓派是由英國劍橋大學(xué)博士艾本·厄普頓開(kāi)發(fā)的一款基于Linux的開(kāi)放式嵌入式系統, 通過(guò)裝在相應的Linux系統和相應的應用程序, 可以實(shí)現強大的功能, 具有體積小, 價(jià)格低, 通用性強等優(yōu)點(diǎn)[6-7]。本研究采用樹(shù)莓派2B+版本, CPU采用Cortex-A7架構, 默認時(shí)鐘頻率為700 MHz, 系統內存512 M, 使用TF卡裝載系統和軟件。樹(shù)莓派接口資源豐富, 擁有百兆以太網(wǎng)口1個(gè);USB接口4個(gè);HDMI接口1個(gè), 實(shí)現圖片1 080 P輸出。滿(mǎn)足3D打印機的控制需要。樹(shù)莓派接口資源示意圖如圖2所示。
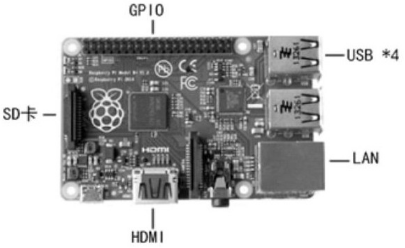
圖2 樹(shù)莓派接口資源示意圖
2.2、步進(jìn)電機控制模塊
DLP型3D打印機需要一個(gè)步進(jìn)電機來(lái)實(shí)現Z軸方向打印平臺的上下移動(dòng), 本研究選用數字式步進(jìn)電機驅動(dòng)器和觸點(diǎn)式行程開(kāi)關(guān)實(shí)現步進(jìn)電機的運動(dòng)控制和限位。
步進(jìn)電機控制器采用12 V電源輸入, 42步進(jìn)電機根據相序接入控制器輸出接口, 控制器輸入采用共陰極接法:脈沖信號、方向信號、使能信號正極分別接入樹(shù)莓派3個(gè)I/O口, 負極接入樹(shù)莓派GND接口。通過(guò)撥動(dòng)控制器上的撥碼開(kāi)關(guān), 設定控制精度為32細分, 步進(jìn)電機工作電流為2 A, 靜態(tài)電流為工作電流一半。觸點(diǎn)式行程開(kāi)關(guān)有3個(gè)觸點(diǎn):公共點(diǎn)、常開(kāi)點(diǎn)和常閉點(diǎn), 將常開(kāi)點(diǎn)接入樹(shù)莓派I/O口, 公共點(diǎn)接GND。一旦打印平臺觸碰行程開(kāi)關(guān), 常開(kāi)點(diǎn)會(huì )提供一個(gè)低電平信號, 軟件讀取到這個(gè)信號會(huì )立即停止步進(jìn)電機運轉, 實(shí)現限位功能。步進(jìn)電機控制器操作方便, 運行準確, 具有過(guò)壓、欠壓、過(guò)流保護功能, 體積小巧, 價(jià)格便宜, 非常適合本研究所述DLP型3D打印機的設計需要。
2.3、圖形顯示模塊
圖形顯示模塊由兩部分組成:高清液晶屏幕和LED光源。由于圖片的顯示質(zhì)量直接決定了打印模型的表面質(zhì)量, 因此需要選用1 080 P高清液晶顯示屏幕。高清顯示屏幕接口類(lèi)型為HDMI, 可以直接接入樹(shù)莓派進(jìn)行控制。圖片顯示在高清液晶屏幕上后, 需要光源照射才能使透光部分的液態(tài)光聚合物固化, 因此選用功率為100 W的LED燈作為光源, 光源在用戶(hù)啟動(dòng)后處于常亮狀態(tài)。
2.4、用戶(hù)控制模塊
在3D打印機執行打印工作前, 需要用戶(hù)設置曝光時(shí)間和切片層高;在運行打印程序期間, 需要用戶(hù)控制暫停、繼續和停止功能。因此需要設計一個(gè)用戶(hù)控制接口。觸摸屏控制形象直觀(guān), 簡(jiǎn)單易懂, 非常符合桌面式3D打印機的需要。本研究選用3.2寸串口HMI觸摸屏, 分辨率達到400*240, 支持按鈕控件、進(jìn)度條控件、文本控件、指針控件等多種組態(tài)控件;支持BMP、JPG、PNG等多種圖片格式, 支持上位機同步調試并通過(guò)TF卡進(jìn)行程序燒錄。
3、3D打印機軟件設計
DLP型3D打印機軟件系統框圖如圖3所示。
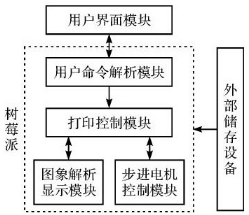
圖3 軟件系統框圖
用戶(hù)界面模塊的設計在Windows操作系統下完成, 程序在觸摸屏內部處理器中執行。其他幾個(gè)程序模塊在樹(shù)莓派的Debian系統下設計并執行。用戶(hù)將STL格式模型文件導入Creation Workshop進(jìn)行切片操作, 生成的圖形文件集存入外部存儲設備中, 樹(shù)莓派通過(guò)USB接口對外部讀取設備進(jìn)行讀取操作。用戶(hù)命令讀取模塊負責解析用戶(hù)界面模塊傳遞來(lái)的用戶(hù)指令, 實(shí)現獲取圖形文件目錄、設置曝光時(shí)長(cháng)和設置層高的任務(wù), 并將參數傳遞給圖形解析與顯示部分和步進(jìn)電機控制部分;圖形解析與顯示部分和步進(jìn)電機控制部分根據設定好的程序, 依次執行圖片顯示與步進(jìn)電機的上升下降操作, 直至打印完成。
3.1、樹(shù)莓派開(kāi)發(fā)語(yǔ)言及Open CV運行庫
3.1.1、樹(shù)莓派開(kāi)發(fā)語(yǔ)言
樹(shù)莓派上搭載編程開(kāi)發(fā)環(huán)境為Python語(yǔ)言。Python是一種簡(jiǎn)單易學(xué), 功能強大的編程語(yǔ)言, 它有高效率的高級數據結構, 可以簡(jiǎn)單而有效地實(shí)現面向對象編程。通過(guò)近20年的發(fā)展歷史, 包含了一組完善而且容易理解的標準庫, 能夠輕松完成很多常見(jiàn)的任務(wù)[8]。
3.1.2、Open CV運行庫
Open CV是一個(gè)開(kāi)源的計算機視覺(jué)庫。Open CV采用C/C++語(yǔ)言編寫(xiě), 可以運行在Linux/Windows/Mac等操作系統上。Open CV還提供了Python、Ruby、Matlab以及其他語(yǔ)言的接口[9-11]。
3.2、軟件模塊分析
為實(shí)現脫機打印功能, 筆者設計用戶(hù)操作界面, 將打印過(guò)程中的一些操作轉化為用戶(hù)可以識別、點(diǎn)擊的按鈕和界面, 提高程序的友好度。由于樹(shù)莓派的HD-MI接口用于控制圖像輸出, 再使用觸摸屏進(jìn)行用戶(hù)控制涉及樹(shù)莓派雙屏控制問(wèn)題。使用串口觸摸屏可以有效解決這個(gè)問(wèn)題, 兩個(gè)屏幕不會(huì )發(fā)生相互干擾。該屏幕的主要優(yōu)勢在于其擁有專(zhuān)用的IDE, 可以用于開(kāi)發(fā)界面, 可以開(kāi)發(fā)出更為友好的用戶(hù)界面, 并且開(kāi)發(fā)過(guò)程也更為方便。在設計用戶(hù)界面的過(guò)程中, 主要涉及兩部分的操作, 包括打印機設置和打印參數設置。主要用戶(hù)界面的設計如圖4所示。
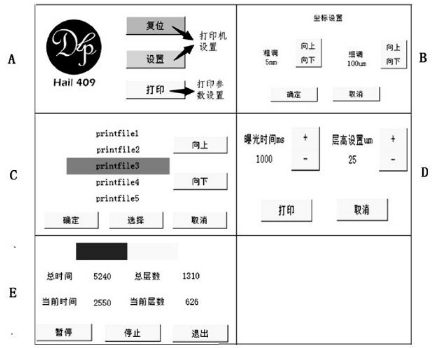
圖4 屏幕界面設計
圖4中A頁(yè)面為用戶(hù)設置主界面, 從圖4中可以看到, 復位按鈕實(shí)現讓打印平臺無(wú)論在何處都能回歸零點(diǎn)的操作。
設置按鈕實(shí)現打印平臺的上下位置手動(dòng)操作。由于打印平臺只有Z軸方向的運動(dòng), 因此設計兩個(gè)檔位的操作:粗調和微調, 粗調每次運動(dòng)5 mm, 微調每次運動(dòng)0.1 mm。調節界面如圖4中B頁(yè)面所示。
打印參數設置首先要選擇打印目標文件, DLP類(lèi)型3D打印機選擇的是BMP、JPG、PNG等類(lèi)型的圖片集文件夾。根據圖4中C頁(yè)面所示界面, 使用向上或向下按鈕進(jìn)行選擇之后, 點(diǎn)擊確定按鈕完成目標文件選擇操作, 并自動(dòng)彈出打印參數設置界面。
打印設置界面如圖4中D頁(yè)面所示, 可以進(jìn)行曝光時(shí)間和單層高度設置, 這步設置將直接決定打印質(zhì)量的高低。曝光時(shí)間精度100 ms, 層高設置精度25 um。按下打印按鈕后進(jìn)入打印過(guò)程。
如圖4中E頁(yè)面所示為打印過(guò)程界面, 可以看到打印進(jìn)度, 包括打印的時(shí)間和層數, 并且可以通過(guò)點(diǎn)擊暫停或者停止按鈕控制打印過(guò)程。
3.2.2、用戶(hù)命令讀取
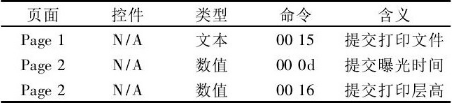
用戶(hù)命令讀取模塊主要用來(lái)解析用戶(hù)點(diǎn)擊了某個(gè)按鈕或切換到了某個(gè)界面時(shí)串口觸摸屏傳遞給樹(shù)莓派的命令。命令主要包括兩類(lèi):用戶(hù)數據的提交和請求數據響應。主要涉及的數據提交命令有3個(gè), 即打印所需圖像文件夾、設置曝光時(shí)間和設置打印層高, 用戶(hù)提交命令如表1所示。
表1 用戶(hù)提交命令
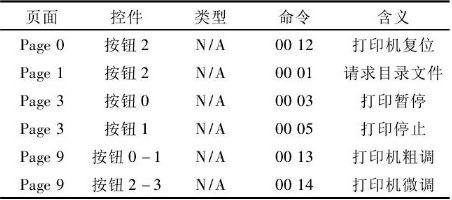
第二種是請求數據響應, 這一類(lèi)的命令主要控制頁(yè)面的跳轉以及用戶(hù)對于控件的點(diǎn)擊輸入。主要涉及的命令請求如表2所示。
表2 請求數據響應
3.2.3、圖片解析與顯示
當用戶(hù)通過(guò)選擇界面給定了圖片集文件的目錄位置后, 圖片解析與顯示程序讀取到一組1 920×1 080的BMP或JPG或PNG格式圖片。如果圖片格式正確, 程序利用Python語(yǔ)言鏈接Open CV相應的numpy模塊和cv2模塊進(jìn)行圖片操作。由于圖像的顯示范圍以及顯示精度與屏幕的色彩位數, 模式和分辨率有關(guān), 因此本研究修改樹(shù)莓派Debian系統文件目錄/boot下面的config.txt文件, 使得與樹(shù)莓派的HDMI顯示分辨率變成1 080P。圖片讀取結束后, 程序通過(guò)獲得用戶(hù)輸入的曝光時(shí)間控制HDMI顯示屏的放映。在需要曝光時(shí)依次將圖片集中圖片按標號順序進(jìn)行放映, 在曝光結束后通過(guò)顯示一個(gè)純黑色圖片實(shí)現遮光的目的。打印過(guò)程中, 每次回傳當前層數給用戶(hù)控制界面, 使用戶(hù)了解當前打印的進(jìn)度。當讀取到暫停或停止按鈕按下時(shí), 圖片解析與顯示程序進(jìn)入空循環(huán)。程序流程圖如圖5所示。
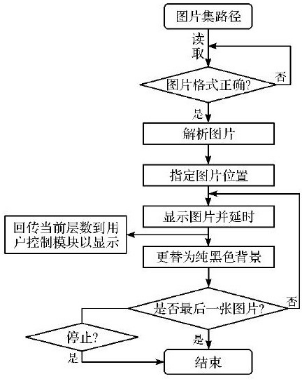
圖5 步進(jìn)電機控制程序流程圖
為保證輸出在HDMI上顯示的圖片大小與實(shí)物尺寸大小一致, 在確定使用HDMI屏幕大小后, 本研究通過(guò)一個(gè)標定好的實(shí)際物體, 測試出顯示大小與屏幕像素之間的比值, 替換單張圖片的RGB顏色和通道數, 通過(guò)仿射變換更新出新圖片。上述幾項參數將固化到程序中, 不允許用戶(hù)進(jìn)行修改。
3.2.4、步進(jìn)電機控制
在打印過(guò)程中, DLP型3D打印機需要對打印平臺的上升和下降進(jìn)行單軸直線(xiàn)運動(dòng)控制。該設計中, 筆者通過(guò)控制步進(jìn)電機的正反轉以及絲桿螺母的作用實(shí)現打印平臺的運動(dòng)控制。樹(shù)莓派的GPIO端口輸出一定頻率、一定數目的脈沖信號控制數字式步進(jìn)電機驅動(dòng)模塊, 步進(jìn)電機驅動(dòng)模塊將脈沖信號轉換成步進(jìn)電機四線(xiàn)通電順序實(shí)現步進(jìn)電機的精確運動(dòng)控制。同時(shí), 建立一維坐標系, 以電機向上運動(dòng)為正, 向下運動(dòng)為負。
在開(kāi)始打印時(shí), 首先進(jìn)行打印平臺回歸原點(diǎn)操作。打印過(guò)程逐層進(jìn)行:打印平臺首先移動(dòng)到待打印位置, 使平臺上的模型的底端與料盒平面距離一個(gè)層高;此時(shí)開(kāi)啟屏幕顯示, 材料接受曝光并固結;曝光停止后, 平臺向上移動(dòng)一段距離, 將模型拉出;至此單層打印結束。如此反復, 當所有層打印結束后, 平臺上移動(dòng)到最高點(diǎn), 等待用戶(hù)取出打印件。觸點(diǎn)式行程開(kāi)關(guān)進(jìn)行步進(jìn)電機的上下位置硬件限位, 防止超出行程造成打印機損壞。步進(jìn)電機的具體控制過(guò)程如圖6所示。
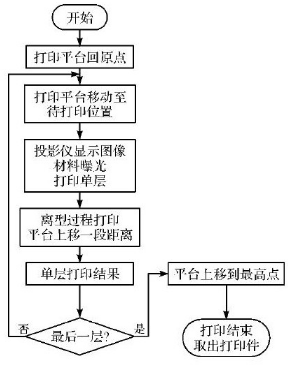
圖6 步進(jìn)電機控制程序流程圖
4、結束語(yǔ)
本研究主要完成基于嵌入式Linux的桌面級DLP型3D打印機設計, 通過(guò)高清液晶屏和LED光源的配合取代原有價(jià)格昂貴的商品投影儀;通過(guò)集成Python的Open CV庫完成圖片的解析和顯示;用戶(hù)通過(guò)控制串口觸摸屏, 替代原有電腦上位機功能, 實(shí)現脫機打印。軟件性能穩定, 實(shí)際測試打印效果良好。文中3D打印機體積為240×220×500 mm (長(cháng)*寬*高) , 最大成型體積120×120×160 mm (長(cháng)*寬*高) , 打印層高最小為0.025 mm, 圖片分辨率達到1 080 P。
參考文獻
[1]李小麗, 馬劍雄, 李萍, 等.3D打印技術(shù)及應用趨勢[J].自動(dòng)化儀表, 2014, 35 (1) :1-5.
[2]朱珠, 雷林, 羅向東, 等.含能材料3D打印技術(shù)及應用環(huán)狀研究[J].兵工自動(dòng)化, 2015, 34 (6) :52-55, 70.
[3]FANG H B, CHEN J M.3D printing based on digital light processing technology[J].Journal of Beijing University of Technology.2015, 41 (12) :1775-1782.
[4]李昕.3D打印技術(shù)及其應用綜述[J].鑿巖機械氣動(dòng)工具, 2014 (4) :36-41.
[5]董潔, 衡良, 殷國富.桌面級3D打印技術(shù)及其發(fā)展趨勢[J].信息技術(shù)與標準化, 2015 (6) :22-26.
[6]EBEN U, GARETH H.Raspberry Pi用戶(hù)指南[M].王偉, 許金超譯.北京:人民郵電出版社, 2013.
[7]李龍棋, 方美發(fā), 唐曉騰.樹(shù)莓派平臺下的實(shí)時(shí)監控系統開(kāi)發(fā)[J].閩江學(xué)院學(xué)報, 2014, 35 (5) :67-72.
[8]WESLEY C.Python核心編程[M].宋吉廣譯.2版.北京:人民郵電出版社, 2008.
[9]方玫.Open CV技術(shù)在數字圖像處理中的應用[J].北京教育學(xué)院學(xué)報:自然科學(xué)版, 2011, 6 (1) :13-17.
[10]PRATEEK JOSHI.Open CV with Python by example[M].Birmingham:Packet Publishing Limited, 2015.
[11]黃佳.基于OPENCV的計算機視覺(jué)技術(shù)研究[D].上海:華東理工大學(xué)控制科學(xué)與工程學(xué)院, 2013.