24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘要
后地板是車(chē)身結構的重要組成部件,其主要起著(zhù)支撐和減震作用,后地板的安全運行對汽車(chē)安全、平穩行駛具有重要影響。隨著(zhù)人們對車(chē)內空間和車(chē)身安全等方面的要求提高,大型后地板覆蓋件的需求也日益增多。沖壓模具是制造后地板覆蓋件的重要工裝設備,其設計周期、成本和成形質(zhì)量密切的影響著(zhù)車(chē)身研發(fā)、制造周期。同時(shí),能源緊缺問(wèn)題也使得控制模具成本顯得較為重要。目前,汽車(chē)覆蓋件的主要成形參數設計主要依靠反復修模方法以達到成形件質(zhì)量改善,這極大地增加模具生產(chǎn)制造周期和制造成本;且傳統模具的基體筋分布以及大小通常按沖壓模具設計手冊經(jīng)驗值進(jìn)行設定,可能會(huì )造成模具結構剛度過(guò)剩、模具重量超大,增加模具制造成本。為了縮短大型后地板覆蓋件模具的生產(chǎn)周期并減少制造成本,本文以某車(chē)型大型后地板覆蓋件為研究對象,利用有限元模擬軟件分析后地板拉延成形出現的成形缺陷,如拉裂、起皺、厚度不均等,設計并優(yōu)化拉延成形工藝參數,通過(guò)生產(chǎn)試制得到了合格的后地板零件,并采用將沖壓成形模擬與結構拓撲優(yōu)化分析解耦的思路,運用拓撲優(yōu)化技術(shù)對原拉延凸模的結構進(jìn)行結構優(yōu)化,設計出新的沖壓模具結構。基于以上論文主要開(kāi)展了以下幾個(gè)方面的研究:
①首先對后地板的零件結構特點(diǎn)進(jìn)行分析,并進(jìn)行了工藝補充設計、工序方案設計以及板料尺寸優(yōu)化;②基于工廠(chǎng)經(jīng)驗參數建立了后地板拉延有限元模型,并根據模擬結果重點(diǎn)分析了后地板的成形極限圖,并針對成形不均現象,采用引入拉延檻進(jìn)行模擬分析,分析并對比了有無(wú)拉延檻時(shí)的成形極限圖和厚度分布圖;③建立了拉裂、起皺和厚度不均目標函數,以拉延檻高度、拉延檻圓角、壓邊力大小和凹模入口圓角為優(yōu)化變量,以中心復合實(shí)驗設計為基礎,分別建立了后地板拉延成形過(guò)程中的拉裂、起皺和厚度不均的響應面代理模型。采用基于遺傳算法的多目標優(yōu)化技術(shù)進(jìn)行工藝參數的自適應尋優(yōu),最終得到一組綜合最優(yōu)解:
拉延檻高度 ,拉延檻圓角 ,壓邊力大小 ,凹模入口圓角 ,并將優(yōu)化結果進(jìn)行了有限元模擬驗證,驗證結果表明拉裂現象得到解決,且厚度不均情況顯著(zhù)改善;④采用所得優(yōu)化參數進(jìn)行模具的 3D 模型進(jìn)行修正,并完成模具的加工制造、調試,試制得到了合格后地板零件;⑤基于后地板的拉延成形數值模擬結果,對其拉延凸模的受力情況進(jìn)行分析、映射,并利用 OptiStruct 的拓撲優(yōu)化技術(shù),對模具結構進(jìn)行優(yōu)化,在優(yōu)化結果的基礎上設計出新模具結構。經(jīng)結構分析得到,新結構相對原結構減重 20%左右,同時(shí)保證變形在許可的范圍內。這表明新設計模具結構優(yōu)于原模具結構。
關(guān)鍵詞:汽車(chē)覆蓋件,拉延模具,有限元分析,多目標優(yōu)化,結構優(yōu)化
ABSTRACT
Rear floors are key part of the body structure, which play important role in supporting and shock absorption, and the operation of the rear floor has a decisive influence on the automotive safety and smooth ride. With the improvement of people's requirements on body interior space and safety, it need more large rear floor covering parts. Stamping die is most important tooling equipment during manufacturing rear floors, its design cycle, the cost and quality have closely effect on research and development as well as manufacturing cycle of body shaping. Meanwhile, the energy shortage problem makes it be very important to control the cost of the stamping die. At present, the main parameters design of the cover part mainly rely on repeated repair mode method to achieve improved quality of parts, which greatly increase the manufacturing cycle time and manufacturing costs of stamping die, and the traditional design of reinforcement distribution and the size of stamping die usually according to stamping die design handbook’s empirical value, which may causes excessive structural rigidity and large weight of the die, increasing manufacturing costs. In order to shorten the large rear floor covering die manufacturing cycle and reduce manufacturing costs, this paper studied the a vehicle large rear floor cover. Finite element simulation software was used to analyze the drawing forming defects, such as crack, wrinkles and uneven thickness. The parameters of draw forming were designed and optimized, and got the qualified rear floors through trial production, finally, used decoupling ideas of the stamping simulation and structural topology optimization, optimized the original drawing punch structure and design new punch structure. Based on the above, this paper carried out the research as the following aspects:
①Firstly, the structural characteristics of the rear floor were analyzed, and then the addendum design, the process design and the sheet size optimization were carried out.
②The draw forming finite element model was established based on the factory empirical parameters. According to the simulated results of the rear floor, the forming limit diagram was analyzed. In order to solve the forming inequality, introducing draw bead to simulate forming quality, and made comparison simulated results between with draw bead and without draw bead ion analysis, such as forming limit diagram and thickness distribution.
③ Three objective functions were established, crack, wrinkles and uneven thickness, respectively. Adopting the height and fillet of draw bead, BHF and die entrance fillet as optimizing factors, a second-order response surface model with three objective values was obtained by fitting modelling analysis conducted by the combination of the software, such as matlab and design-expert. The accuracy of response surface model was verified, which was available for subsequent optimizations.
Based on this condition, using multi-objective optimization technology according to genetic algorithm, the optimized target parameters of fracture, wrinkle and uneven were found. The optimal solution is that the height of draw bead is 6mm, the fillet of draw bead is 5mm, BHF is 150t and die entrance fillet is 6mm. At last the optimize results obtained by simulation was verified by the finite element simulation, it turn out the crack was been avoided and uneven thickness improved significantly.
④3D model of die was modified according to the optimize results, die manufacturing was completed. Subsequently, Trial production obtained qualified floor parts. Finally, the actual part’s thickness were measured, which were compared with the simulation’s thickness,it was been turn out that the match rate between actual thickness and simulation’s thickness is 86.7%.`⑤Based on the numerical simulation results of rear floor, the forces analysis and mapping of punch were conducted. Then, opti-struct topology optimization was used to optimize the punch structure. Finally, on the basis of the optimization result, a new punch structure was designed. The new structure lose weight by about 20%, while ensuring that the deformation within the scope of the license. It indicated that the new punch is superior to the original punch.
Keywords: automobile body panel, stamping die, finite element analysis, multi-objective optimization, structural optimization
汽車(chē)產(chǎn)業(yè)為國民經(jīng)濟的支柱產(chǎn)業(yè),汽車(chē)的需求量隨著(zhù)經(jīng)濟增長(cháng)以及國民收入水平的提高而日趨增大[1]。汽車(chē)車(chē)身覆蓋件的模具是汽車(chē)大批量產(chǎn)額實(shí)現的主要工藝裝備。覆蓋件的模具設計及制造周期、及其模具的質(zhì)量,對汽車(chē)產(chǎn)品的和競爭力有著(zhù)重要的影響。其中,拉延工序為汽車(chē)車(chē)身覆蓋件的沖壓成形的過(guò)程中的一個(gè)重要工序,其拉延工藝設計性對其沖壓件的后續加工質(zhì)量有著(zhù)嚴重的地影響[2]。
由于汽車(chē)車(chē)身覆蓋件尺寸比較大,曲面較為復雜,同時(shí)其零件的尺寸精度要求比較嚴格,并要求其成形零件的表面要光滑。但因為拉延成形中坯料的變化過(guò)程較為復雜,若拉延工藝參數的選取不當會(huì )使得汽車(chē)的車(chē)身覆蓋件易出現起皺、破裂等缺陷,也使得其模具開(kāi)發(fā)周期延長(cháng),開(kāi)發(fā)成本也相應增加。此外,因車(chē)身覆蓋件的尺寸較大,其覆蓋件模具的重量也非常大,如何實(shí)現模具在滿(mǎn)足剛度、強度等要求下來(lái)減輕模具重量變得尤為重要。
汽車(chē)車(chē)身覆蓋件的板料成形數值分析模擬技術(shù)的使用降低了汽車(chē)覆蓋件沖壓工藝設計的難度。但是大多數的 CAE 軟件均要求其相關(guān)操作人員能具有較強的有限元知識儲備背景,這一定程度上制約了 CAE 技術(shù)的推廣與應用[3-4]。在所用CAE 軟件進(jìn)行覆蓋件成形模擬分析的人群當中,大多數的技術(shù)人員在使用其 CAE軟件時(shí)對于工藝參數大小的選取多依據經(jīng)驗以及反復試錯。工藝參數取值是否合理,這需要多次進(jìn)行試模并反復修改、調試驗證后,才能獲得質(zhì)量合格的產(chǎn)品零件。這勢必導致了其模具制造成本增加以及模具生產(chǎn)制造周期的延長(cháng),對相應的人力、物力及財力造成大量消耗[5]。
通過(guò)汽車(chē)覆蓋件零件成形數值模擬對板料成形過(guò)程進(jìn)行模擬可以獲得成形后零件各個(gè)質(zhì)量參數,如坯料厚度分布,應力應變分布、成形極限分布等。根據數值模擬分析結果可以幫助其模具、工藝設計人員選擇合理的工件幾何形狀以及合理的拉延工藝參數[6-8]。但是單純依靠數值模擬還面臨很多難題,如大量的計算耗時(shí)長(cháng),是現在工藝設計所不能忍受的。實(shí)際的汽車(chē)覆蓋件都是大批量生產(chǎn),所以降低沖壓件成形質(zhì)量對拉延工藝參數的敏感性,提高沖壓零件質(zhì)量的穩定性很有必要。故而,針對目前覆蓋件零件的成形工藝優(yōu)化過(guò)程中所面臨的眾多問(wèn)題,選擇覆蓋件零件拉延成形過(guò)程中的工藝參數優(yōu)化作為研究的方向,對縮短車(chē)身覆蓋件的零件工藝制定周期及提高零件成形質(zhì)量都具有重要意義,這對于我國車(chē)輛的自主設計、制造,甚至研發(fā)新的車(chē)型均具有十分重要意義。
上述提及車(chē)身覆蓋件的外形的輪廓尺寸較大且有特定的空間曲面形狀,其模具重量極大,對此在加工、制造過(guò)程中所需人力、物力較大,使得整個(gè)覆蓋件模具制造過(guò)程繁雜、生產(chǎn)制造成本較高。因此,如何實(shí)現模具在滿(mǎn)足剛度、強度等要求下來(lái)減輕模具重量變得尤為重要。
隨著(zhù)改革開(kāi)放逐步深入,我國汽車(chē)制造業(yè)得到了迅速發(fā)展。汽車(chē)從 2001 年233.4 萬(wàn)輛,2015 年達到 2450.3 萬(wàn)輛,十四年的時(shí)間里汽車(chē)產(chǎn)量增加值超過(guò) 10 余倍。伴隨著(zhù)汽車(chē)產(chǎn)業(yè)的迅猛發(fā)展,汽車(chē)的車(chē)身造型一直在不斷更新,故而其車(chē)身零部件(內、外覆蓋件)等金屬沖壓零件也需隨其更新[9]。這就要模具設計和制造必須跟上時(shí)代的步伐。在影響汽車(chē)產(chǎn)品更替的諸多限制因素中,汽車(chē)覆蓋件因為其具有形狀尺寸大、結構比較復雜及表面質(zhì)量的要求高等特點(diǎn),成為影響汽車(chē)更替的主要瓶頸[10-12]。因此,覆蓋件模具的設計和制造水平的高低,是決定汽車(chē)新車(chē)型開(kāi)發(fā)成本和周期的重要因素。
汽車(chē)覆蓋件是指由發(fā)動(dòng)機、底盤(pán)、構成駕駛室和車(chē)身的薄鋼板展開(kāi)體的表面零件和內部零件等[13]。若將汽車(chē)的車(chē)身覆蓋件與一般家電類(lèi)產(chǎn)品常用的沖壓零件進(jìn)行對比,汽車(chē)車(chē)身覆蓋件零件具有零件材料較薄、零件形狀極其復雜且多為空間曲面、結構尺寸大、表面質(zhì)量要求高等特點(diǎn)。故而,汽車(chē)車(chē)身覆蓋件的沖壓模具也具有形狀復雜、結構尺寸大和表面質(zhì)量要求高等特性[13]。
大多數的覆蓋件一般都必須經(jīng)過(guò)拉延工序才能得到。因沖壓成形中材料的變形過(guò)程復雜,須使用如 AutoForm、Dynaform 等專(zhuān)業(yè)軟件模擬分析其拉延變形過(guò)程中局部是否可能出現拉裂現象等質(zhì)量缺陷。在實(shí)際零件檢測過(guò)程中,覆蓋件也必須使用三坐標測量?jì)x和專(zhuān)用量具、檢具才能評價(jià)其尺寸和形狀是否合格。此外,覆蓋件還要求表面平滑、棱線(xiàn)清楚,不允許有起皺、壓痕、劃傷、毛刺、凸點(diǎn)和凹陷以及其他破壞表面完美等質(zhì)量缺陷;同時(shí),覆蓋件表面還必須具有良好的協(xié)調性,過(guò)度均勻,棱線(xiàn)結合部位吻合流暢,是汽車(chē)車(chē)身與外觀(guān)看起來(lái)協(xié)調一致,美觀(guān)大方。
覆蓋件在拉延過(guò)程中,其塑形變形的程度是不均勻的,會(huì )使某位部位剛性變弱。剛性差得部位在汽車(chē)高速行駛過(guò)程中往往會(huì )發(fā)生振動(dòng)或異響,影響其使用壽命。因此,不可忽視對覆蓋件的剛性要求。檢測覆蓋件剛性的方法,一是靠經(jīng)驗;二是使用設備,是檢測其材料的變薄程度和剛度對比。
汽車(chē)覆蓋件的工藝性由結構形狀和尺寸來(lái)決定,工藝性還會(huì )影響后面的修邊、翻邊等工序的復雜程度,如為修邊、翻邊工序等。絕大多數的覆蓋件一般都要采用一次性拉延的永久塑性變形工藝,來(lái)形成覆蓋件的主體形狀。拉延工序之后的工藝性,僅只需確定其工序總次數及其工序順序安排的問(wèn)題。后續加工工序的工藝性中最重要的便是其定位基準的一致性或者其定位基準的轉換,其依據原則為上道次的工序須為下道次工序提供創(chuàng )建必要的條件,后道次的工序必須與前道次工序銜接好。
由于汽車(chē)覆蓋件拉延時(shí)延毛坯周邊的變形情況十分復雜,目前還不能用準確的數字方法得出十分準確的計算結果。在拉延沖壓方向確定之后,為了滿(mǎn)足拉延工藝的需要,對絕大多數的汽車(chē)覆蓋件,需要根據產(chǎn)品的 3D 數學(xué)模型,將翻邊部分展開(kāi),窗口補滿(mǎn),對其形狀、輪廓或深度等進(jìn)行工藝補充,設計拉延筋等構成一個(gè)拉延件,才能進(jìn)行拉延成型。
汽車(chē)覆蓋件及模具結構優(yōu)化設計:

常見(jiàn)模具結構
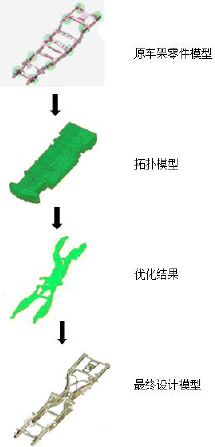
某車(chē)架零件優(yōu)化設計
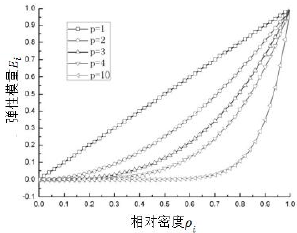
SIMP 材料的插值模型
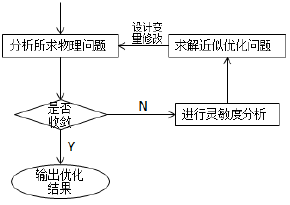
Optistruct 的優(yōu)化迭代流程
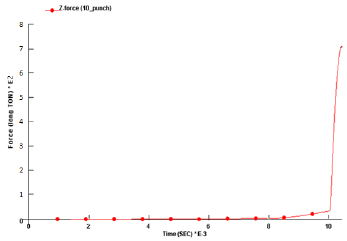
拉延凸模受力情況
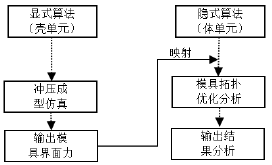
耦合優(yōu)化流程圖
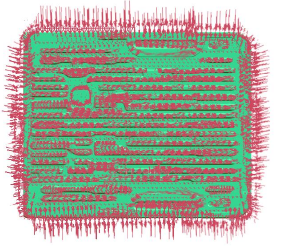
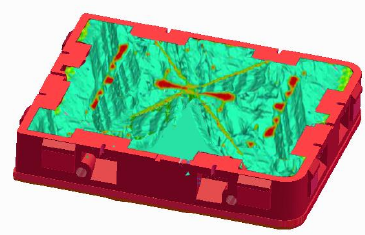
映射結果
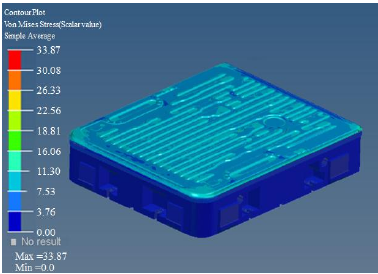
模具的應力分布
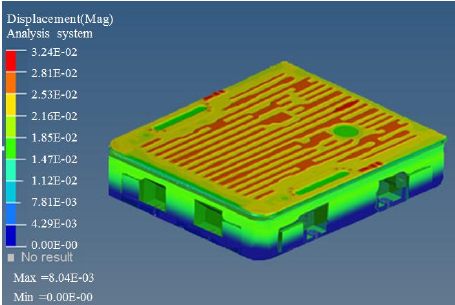
模具的位移分布
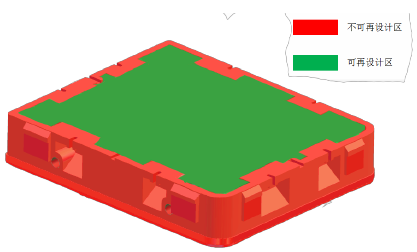
優(yōu)化模型
優(yōu)化后的結構示意
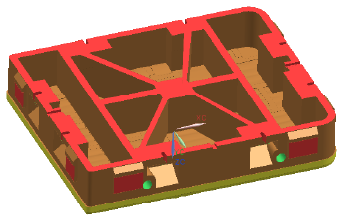
新設計模具結構
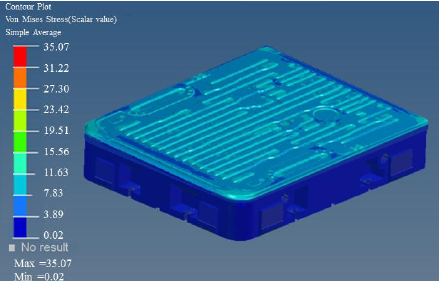
新模具結構的應力分布
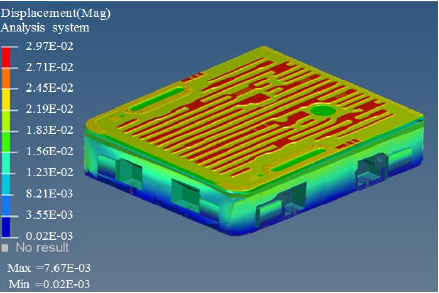
新模具結構的位移分布
目 錄
中文摘要
英文摘要
1 緒 論
1.1 引言
1.2 汽車(chē)覆蓋件的成形工藝
1.2.1 汽車(chē)覆蓋件的模具設計
1.2.2 汽車(chē)覆蓋件拉延模加工
1.3 汽車(chē)覆蓋件成形數值模擬分析技術(shù)
1.3.1 覆蓋件模具型面選取
1.3.2 有限元算法及求解
1.4 課題研究?jì)热?br />
2 后地板成形工藝設計及成形模擬仿真
2.1 零件結構特點(diǎn)
2.1.1 工藝補充設計
2.1.2 工序方案設計
2.1.3 板料尺寸優(yōu)化
2.2 后地板成形工序建模及成形性分析
2.2.1 拉延成形工序建模
2.2.2 零件成形性分析及拉延檻設置
2.3 后地板減薄分析
3 基于響應面法的后地板成形多目標優(yōu)化
3.1 響應面法
3.1.1 響應面法試驗設計
3.1.2 最小二乘法
3.1.3 響應面建模方法的統計評價(jià)指標
3.2 多目標優(yōu)化設計
3.2.1 選取優(yōu)化變量
3.2.2 目標函數的建立
3.3 代理模型構建和精度分析
3.3.1 試驗水平設計
3.3.2 中心復合實(shí)驗設計
3.3.3 構建響應面模型
3.3.4 模型精度檢驗
3.3.5 結果分析
3.4 多目標算法尋優(yōu)及驗證
3.4.1 參數多目標尋優(yōu)
3.4.2 優(yōu)化結果驗證
4 模具的加工與調試
4.1 模具制造
4.1.1 模具材料的選擇
4.1.2 模具加工
4.2 模具調試
4.3 試制結果
5 模具結構優(yōu)化研究
5.1 模具結構優(yōu)化數值仿真技術(shù)
5.1.1 OptiStruct 的結構優(yōu)化分析
5.1.2 拓撲優(yōu)化的數學(xué)模型
5.1.3 優(yōu)化模型的數值算法
5.2 模具受力情況分析
5.2.1 模具荷載選取
5.2.2 成形結果映射
5.2.3 模具受力分析
5.3 優(yōu)化模型的設置
5.3.1 目標函數與約束條件
5.3.2 優(yōu)化模型設置
5.3.3 優(yōu)化結果
5.4 模具優(yōu)化結構結果分析
5.4.1 優(yōu)化后模具結構分析
5.4.2 對比分析結果
6 總結與展望
6.1 總結
6.2 展望
致 謝
參考文獻
附 錄:攻讀學(xué)位期間發(fā)表的學(xué)術(shù)論文
(如您需要查看本篇畢業(yè)設計全文,請您聯(lián)系客服索取)