24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘要
隨著(zhù)工業(yè)自動(dòng)化的不斷推進(jìn),汽車(chē)、醫療、消費等行業(yè)對產(chǎn)品質(zhì)量提出了新的要求。
軸類(lèi)工件作為各行業(yè)產(chǎn)品的核心部件,其加工精度直接影響自動(dòng)化機械設備的運行狀態(tài)和使用壽命,特別是在精密儀器中,軸的尺寸精度要求往往達到微米級。由于我國在軸類(lèi)工件精密測量方面仍然存在明顯不足,因此加劇了我國企業(yè)對國外技術(shù)的依賴(lài),尤其在角點(diǎn)和 R 角定位方法方面與國外差距甚遠,因此,深入研究角點(diǎn)和 R 角定位方法具有重要意義。
針對軸類(lèi)工件表面毛刺、油污等附著(zhù)物對視覺(jué)測量中角點(diǎn)檢測的干擾問(wèn)題,提出一種基于曲率與灰度復合的角點(diǎn)亞像素定位方法。該方法對圖像感興趣區域(Region ofInterest,ROI)進(jìn)行形態(tài)學(xué)和雙邊濾波等預處理,消除毛刺和部分油污等附著(zhù)物;根據曲率特性檢測候選角點(diǎn),利用角點(diǎn)處曲率角的多尺度不變性進(jìn)行偽角點(diǎn)的預篩選,利用以角點(diǎn)為圓心的圓形窗口內灰度信息進(jìn)一步排除偽角點(diǎn),實(shí)現角點(diǎn)粗定位;根據粗定位角點(diǎn)和區域端點(diǎn)的連線(xiàn),對原始圖像的邊緣點(diǎn)進(jìn)行篩選,并對篩選后的邊緣點(diǎn)進(jìn)行最小二乘直線(xiàn)擬合,實(shí)現角點(diǎn)精準定位。實(shí)驗表明,該方法有效克服了軸類(lèi)工件表面附著(zhù)物對角點(diǎn)檢測的干擾問(wèn)題,且角點(diǎn)定位算法的重復性達到 0.005mm,準確度達到 0.004mm。
針對輪廓附著(zhù)物對視覺(jué)測量中 R 角檢測的干擾以及短圓弧擬合不穩定的問(wèn)題,提出一種基于 Snake 模型和迭代極性轉換回歸(Polarity Transformation Regression,PTR)結合的圓弧擬合方法。首先對圖像感興趣區域進(jìn)行預處理;利用 Canny 算子進(jìn)行邊緣提取,實(shí)現邊緣的初定位;然后通過(guò) Snake 模型對邊緣進(jìn)行優(yōu)化;采用 Zernike 正交矩獲取亞像素級邊緣點(diǎn);最后通過(guò)迭代 PTR 算法實(shí)現 R 角中心的精確定位。實(shí)驗表明,該方法有效克服了軸類(lèi)工件表面附著(zhù)物對 R 角檢測的干擾問(wèn)題,提高了 R 角定位算法的重復性和準確度,其定位精確度達到 0.005mm,準確度達到 0.0034mm;半徑擬合精確度為0.002mm,準確度為 0.006mm。
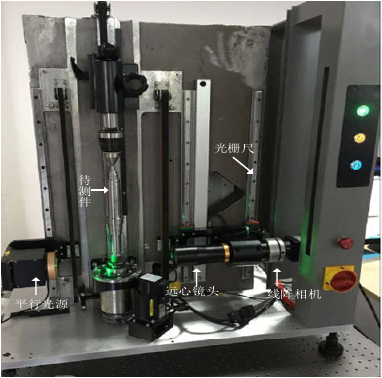
為驗證測量系統的綜合性能,利用線(xiàn)陣相機、遠心鏡頭、和平行背光搭建軸類(lèi)工件視覺(jué)檢測系統,對多個(gè)電機軸的多個(gè)檢測項進(jìn)行測試分析,從靜態(tài)和取放兩種條件下獲取待測件圖像,統計靜態(tài)圖像結果的極值計算出系統測量精確度,統計取放圖像結果與真實(shí)值的誤差最大值計算出系統測量準確度,最后對比實(shí)驗結果,分析其綜合測量精確度、準確度以及誤差因素。實(shí)驗表明,軸類(lèi)測量系統的平面尺寸測量的精確度達到0.007mm,準確度達到 0.05mm,滿(mǎn)足客戶(hù)的檢測要求。
關(guān)鍵詞:軸類(lèi)工件;角點(diǎn)定位;曲率;亞像素;R 角定位;迭代 PTR
Abstract
With the continuous advancement of industrial automation, automotive, medical, consumer and other industries have put forward new requirements for product quality. Shaft parts are the core components of products in various industries. The machining accuracy directly affects the operating status and service life of automated machinery and equipment.
Especially in precision instruments, the dimensional accuracy of shafts often reaches micrometers. Because China still has obvious deficiencies in the precision measurement of shaft shafts, it has aggravated the dependence of Chinese companies on foreign technology, especially in terms of corner point and R-angle location methods, which is a far difference from foreign countries. Therefore, this article deeply studies corners and R-angle location technology is of great significance.
Aiming at the problem of interference of corner detection in vision measurement on the surfaces of shaft parts such as burrs and oil stains, a corner sub-pixel location method based on curvature and gray combination is proposed. This method performs morphological and bilateral filtering preprocessing on the Region of Interest (ROI) of the image to eliminate fixtures such as burrs and partial oil stains; it detects candidate corners based on the curvature characteristics and utilizes multi-scales of curvature angles at the corners. Invariance:
pre-screen false-corners, use the gray information in the circular window centered on the corners to further exclude the false-corners, and achieve coarse-corner location; according to the connection line between the coarse location corners and the end points of the area, the original The edge points of the image are filtered, and the filtered edge points are fitted with least square straight lines to achieve precise location of the corners. Experiments show that this method effectively overcomes the interference problem of the attachment on the surface of the shaft parts, and the repeatability of the corner location algorithm reaches 0.005mm and the accuracy reaches 0.004mm.
Aiming at the interference of R-angle detection in visual measurement and the instability of short circular arc fitting for contour attachments, an arc fitting method based on Snake model and iterative Polarity Transformation Regression (PTR) was proposed. First, ROI is preprocessed; the edge extraction is performed using the Canny operator to achieve the initial location of the edge; then the edge is optimized by the Snake model; the sub pixel level edge points are acquired by the Zernike orthogonal moment; and finally, Finally, an iterative PTR algorithm is used to achieve accurate location of the R-angle center. Experiments show that this method effectively overcomes the problem of interference of R-angle detection by attachments on the shaft surface and improves the repeatability and accuracy of the R-angle location algorithm. The location repeatability is 0.005mm and the accuracy is 0.0034mm. The fitting repeatability is 0.002mm and the accuracy is 0.006mm.
In order to verify the comprehensive performance of the measurement system, a visual inspection hardware platform for shaft parts was built using line-array cameras, telecentric lenses, and parallel backlights. Multiple detection items for multiple motor shafts were tested and analyzed, from static and pick-and-place. Get the image of the object under the condition, calculate the extremum of the static image result to calculate the repeatability of the system measurement, and calculate the accuracy of the system measurement by calculating the maximum error between the result of capturing and releasing the image and the real value.
Finally, compare the experimental results and analyze its synthesis. Measurement repeatability, accuracy, and error factors. The experiment shows that the repeatability of the plane size measurement of the shaft parts measurement system reaches 0.007mm and the accuracy reaches 0.05mm, which meets the customer's detection requirements.
Keywords: shaft parts; corner location; curvature; sub-pixel; R-angle location; iterative PTR
軸類(lèi)工件是機械產(chǎn)品中重要的旋轉類(lèi)工件,其種類(lèi)眾多,如階梯軸、錐度心軸、光軸、空心軸、曲軸、凸輪軸等,且應用廣泛,尤其在汽車(chē),醫療,電機等行業(yè)。軸類(lèi)工件在加工的過(guò)程中,工件各部分的尺寸、形狀、方向和位置等幾何量難以達到理想狀態(tài),嚴重影響其使用性能[1]。所以在使用之前需要進(jìn)行嚴格的測量,確保滿(mǎn)足一定性能指標才能投入后續的使用。
我國大多數軸類(lèi)工件加工企業(yè),仍然使用接觸式量具進(jìn)行人工檢測。傳統的人工測量方法具有主觀(guān)性、無(wú)法量化、檢測效率低,更重要的是產(chǎn)品精度得不到保障,難以滿(mǎn)足大批量、快節奏、高精度的產(chǎn)品測量要求[2]。現有的軸類(lèi)工件測量設備,自動(dòng)化程度差,可測量的參數單一,大都運用在抽樣調查和小批量測量中,不能滿(mǎn)足產(chǎn)品全檢的要求。一些高精度軸類(lèi)測量?jì)x器,如三坐標測量?jì)x、萬(wàn)能測長(cháng)儀、圓柱度儀等,成本高,對操作環(huán)境要求嚴格,測量過(guò)程比較耗時(shí)。
近年來(lái)隨著(zhù)《中國制造 2025》的逐步落實(shí),機器視覺(jué)行業(yè)進(jìn)入高速發(fā)展階段,在智能制造、無(wú)人駕駛、智能安防領(lǐng)域實(shí)現了重大突破。機器視覺(jué)是利用相機作為信息采集來(lái)源,通過(guò)視覺(jué)算法處理圖像數據,從而實(shí)現設備的檢測、識別、測量和定位。由此可見(jiàn),基于機器視覺(jué)的軸類(lèi)工件測量技術(shù)逐步成為測量技術(shù)領(lǐng)域的新技術(shù)之一。
因此,本文設計了一種基于機器視覺(jué)的非接觸測量解決方案,力求把最新的機器視覺(jué)技術(shù)與軸類(lèi)工件尺寸誤差測量高度結合,對軸類(lèi)工件測量問(wèn)題進(jìn)行深入研究。目前,相比較于國外成熟穩定的軸類(lèi)光學(xué)檢測技術(shù),國內軸類(lèi)工件視覺(jué)測量系統仍然存在以下問(wèn)題:1) 部分檢測項的精度不高,如角點(diǎn)和 R 角檢測;2) 軸類(lèi)工件表面粘附油污、灰塵等附著(zhù)物的干擾,對軸類(lèi)工件檢測的穩定性具有較大影響[4],尤其是角點(diǎn)和 R 角檢測。由此,重點(diǎn)研究角點(diǎn)和 R 角的檢測方法對軸類(lèi)光學(xué)檢測系統的發(fā)展具有重要的研究意義和實(shí)用價(jià)值。
早在 2000 年之前,國外就推出了光學(xué)掃描原理的軸類(lèi)綜合測量機。后來(lái)經(jīng)過(guò)近 20年的發(fā)展,到目前已經(jīng)相當成熟,在國際市場(chǎng)上,軸類(lèi)工件自動(dòng)測量系統基本上由意大利 Vici Vision 公司、瑞士 Sylvac 公司、德國 Hommel 等公司提供[5]。這些老牌的自動(dòng)測量系統商不斷革新自己的技術(shù),不斷地推出各類(lèi)先進(jìn)的軸類(lèi)光學(xué)自動(dòng)測量系統。
意大利 Vici Vision 公司有著(zhù) 37 年的光學(xué)測量機的研發(fā)經(jīng)驗,其產(chǎn)品可直接用于生產(chǎn)車(chē)間,操作簡(jiǎn)單。該公司生產(chǎn)的軸類(lèi)測量?jì)x的種類(lèi)繁多,如 MTLX5,其外觀(guān)如圖 1-1所示,應用于測量牙科移植物部、生物醫學(xué)部件、手表部件、細小機械零部件的測量;MTL300/500Evo、MTL850/1250Ergon、MTL500/850/1250X-Stream 等光學(xué)軸類(lèi)測量?jì)x應用于凸輪軸測量、曲軸測量、傳動(dòng)軸測量、半軸測量、驅動(dòng)軸測量、渦輪葉片測量、電機軸測量、液壓軸和活塞測量。該公司研發(fā)的測量系統根據輪廓投影原理進(jìn)行檢測,其測量項目包括直徑、半徑、長(cháng)度、角度、點(diǎn)到線(xiàn)或點(diǎn)到點(diǎn)距離、對稱(chēng)度、平行度、垂直度、螺紋等尺寸測量;也包括旋轉直徑、圓角、同軸度、同心度、圓柱度[6]
等形位公差測量。由于該系統是多項檢測系統,全部檢測項的測量在幾秒至幾十秒內完成,是節約時(shí)間和勞動(dòng)力的有效工具,且避免人工測量的主觀(guān)性。此測量?jì)x的各方面已達到行業(yè)領(lǐng)先水平,一致被認為是增加產(chǎn)量,提高生產(chǎn)效率,減少次品的最好途徑。
瑞士 Sylvac 公司成立于 1969 年,是精密數顯測量?jì)x器制造商。目前,Sylvac 公司又將光學(xué)測量?jì)x器增加到其生產(chǎn)線(xiàn)中,快讀、精確的光學(xué)尺寸測量?jì)x適用于所有的回旋體零件,可測量 150 多個(gè)測量特征,用于控制最嚴格要求的尺寸和幾何公差。Sylvac 公司設計的第一臺臥式光學(xué)軸類(lèi)掃描儀——SYLVAC SCAN 52,如圖 1-2 所示,專(zhuān)門(mén)用于靠近機床的車(chē)間測量,適用于首檢、過(guò)程控制、抽檢或 100%全檢,是車(chē)間質(zhì)量控制的革命性轉變。SYLVAC SCAN 52 的測量原理如圖 1-3 所示,集成由2 ? 7000個(gè)線(xiàn)性陣列組成并具有專(zhuān)利的7.5°系統的高分辨率 CCD 傳感器,相當于一個(gè)分辨率為 200 萬(wàn)像素的攝像機。當零件的輪廓被投影時(shí),這些傳感器根據感光規則動(dòng)作,能夠檢測到像素的輕微變化。該測量系統,集成了機械、光學(xué)、電氣和計算機,擁有合理的界面,最大程度的實(shí)現系統靈活性。
工業(yè)自動(dòng)化中軸類(lèi)工件視覺(jué)精密測量方法:

MTLX5 光學(xué)測量?jì)x
軸類(lèi)光學(xué)測量系統實(shí)物圖
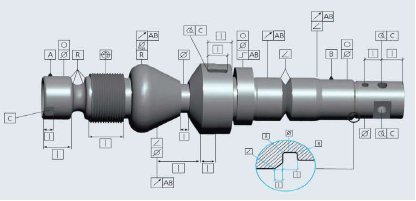
測量項的標注示意圖
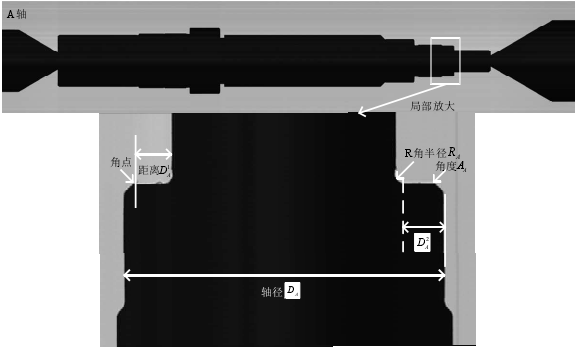
軸的檢測項標注圖
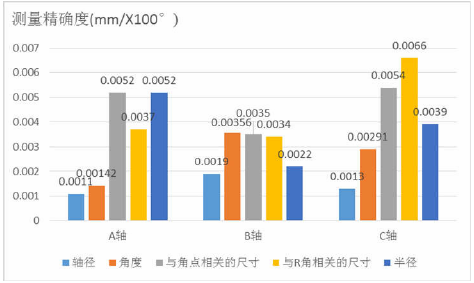
A、B、C 軸的五個(gè)檢測項的精確度統計結果
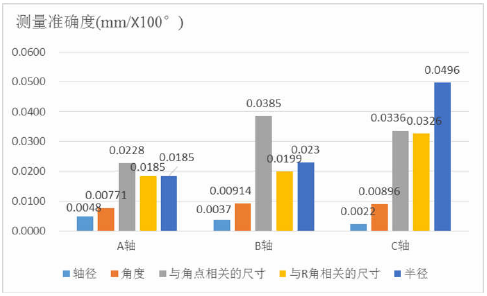
A、B、C 軸的五個(gè)檢測項的準確度統計結果
目 錄
摘 要
Abstract
第一章 緒論
1.1 課題研究的背景及意義
1.2 軸類(lèi)工件測量系統的國內外現狀
1.3 軸類(lèi)工件測量系統關(guān)鍵方法的研究現狀
1.4 本文主要研究?jì)热?br />
1.5 論文的組織架構
第二章 系統總體方案和標定方法
2.1 系統硬件組成
2.2 系統軟件實(shí)
2.3 線(xiàn)陣相機標定方法研究
2.3.1 線(xiàn)陣相機成像模型
2.3.2 線(xiàn)陣相機標定
2.4 本章小結
第三章 軸類(lèi)工件角點(diǎn)精確定位
3.1 圖像預處理
3.2 角點(diǎn)粗定位
3.2.1 曲率角的定義和計算
3.2.2 偽角點(diǎn)與真實(shí)角點(diǎn)鄰域圓形窗口灰度差異
3.2.3 改進(jìn)的角點(diǎn)檢測算法
3.3 角點(diǎn)亞像素定位
3.4 實(shí)驗驗證
3.4.1 視覺(jué)相機標定
3.4.2 改進(jìn)算法的實(shí)驗結果
3.4.3 角點(diǎn)定位的精確度和準確度驗證
3.5 本章小結
第四章 軸類(lèi)工件 R 角精確定位
4.1 圖像預處理
4.2 邊緣粗定位
4.3 Snake 模型優(yōu)化邊緣
4.4 亞像素定位
4.5 圓弧中心定位
4.5.1 圓到直線(xiàn)的投影變換
4.5.2 PRT 算法
4.5.3 迭代的 PTR 算法
4.6 實(shí)驗驗證
4.6.1 Snake 優(yōu)化的實(shí)驗結果
4.6.2 迭代的 PRT 算法的實(shí)驗結果
4.6.3 R 角定位和半徑擬合的精確度和準確度的實(shí)驗驗證
4.7 本章小結
第五章 軸類(lèi)工件測量實(shí)驗與誤差分析
5.1 實(shí)驗裝置
5.2 尺寸誤差測量實(shí)驗
5.2.1 軸徑測量實(shí)驗
5.2.2 角度測量實(shí)驗
5.2.3 與角點(diǎn)相關(guān)的測量實(shí)驗
5.2.4 與 R 角相關(guān)的測量實(shí)驗
5.3 綜合測量誤差分析
5.4 本章小結
第六章 主要研究結論與展望
6.1 主要研究結論
6.2 展望
致 謝
參考文獻
附錄: 作者在攻讀碩士學(xué)位期間發(fā)表的論文
(如您需要查看本篇畢業(yè)設計全文,請您聯(lián)系客服索取)