24小時(shí)論文定制熱線(xiàn)
![]()
24小時(shí)論文定制熱線(xiàn)
![]()
摘要:針對FANUC 0iTD系統數控車(chē)床的主軸無(wú)級調速控制進(jìn)行升級, 解決其低速段輸出扭矩較小、無(wú)法滿(mǎn)足機床強力切削的問(wèn)題。采用主軸分段無(wú)級液壓變速控制方式進(jìn)行解決, 前期主軸變速箱已安裝完成, 重點(diǎn)是基于FANUC PMC的分段無(wú)級液壓變速控制系統的設計與實(shí)現, 從硬件控制電路、液壓換擋M代碼實(shí)現、PMC控制程序等方面進(jìn)行設計與開(kāi)發(fā)。升級后的分段無(wú)級液壓變速控制系統, 能夠自動(dòng)完成高低擋變速, 達到低速大扭轉和無(wú)級調速的控制要求。
關(guān)鍵詞:數控車(chē)床; 主軸; 分段無(wú)級變速; 控制系統; PMC;
主軸驅動(dòng)系統是數控車(chē)床的一個(gè)極為重要的組成部分, 主軸旋轉是切削工件的主運動(dòng), 根據材料和加工工藝的不同, 實(shí)現多種主軸轉速的控制, 以達到最佳切削效果, 因此主軸驅動(dòng)系統的控制方式和工作特性直接影響加工的效果。
1、問(wèn)題的提出
現有技術(shù)中的數控車(chē)床采用裝置簡(jiǎn)易的無(wú)級調速主軸機構, 如圖1所示。采用單獨主軸變頻器控制, 屬于無(wú)級調速, 調速范圍較寬[1], 但其低速段輸出扭矩較小, 如圖2所示, 常常無(wú)法滿(mǎn)足機床強力切削的要求。如果切削力大的話(huà), 有時(shí)會(huì )導致主軸停轉, 主電機堵轉, 使得變頻器的通過(guò)電流超過(guò)一定限度出現變頻器過(guò)載報警, 導致不良后果。
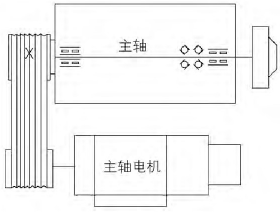
圖1 無(wú)級變速主傳動(dòng)系統
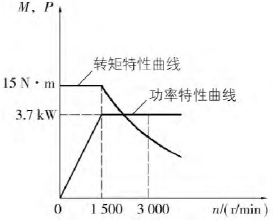
圖2 無(wú)級變速的轉矩與功率特性曲線(xiàn)
2、解決方案
如果想要提高低速時(shí)的切削扭矩可采用如下兩個(gè)方案:
方案一:增大主軸電動(dòng)機的功率, 相應的要選大功率的主軸電動(dòng)機和變頻器, 從而使主軸電動(dòng)機與變頻器的體積、重量及成本大大增加。
方案二:采用減速箱結構, 通過(guò)主軸箱2—3級變速齒輪帶動(dòng)主軸運轉, 如圖3所示, 這樣主軸的變速就通過(guò)主軸電動(dòng)機無(wú)級變速與齒輪的有級變速相配合來(lái)實(shí)現, 因此, 既可提高主軸的輸出轉矩, 如圖4所示, 又可以擴大主軸的調速范圍, 成本大大減小。
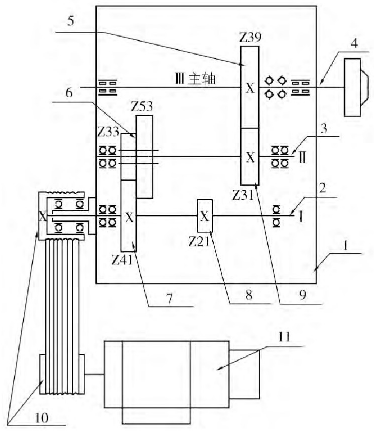
圖3 無(wú)級+有級 (變速箱) 變速主傳動(dòng)系統
綜合考慮, 方案二比較合適, 主要原因是大大增加了主軸低速切削的扭矩, 提高了生產(chǎn)效率, 實(shí)現成本小。
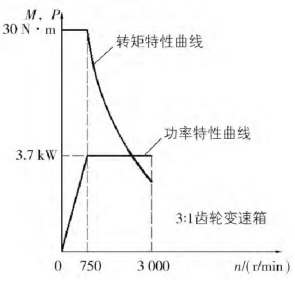
圖4 無(wú)級+有級 (變速箱) 變速的轉矩與功率特性曲線(xiàn)
采用方案二的分段變速方式有兩種, 一種是采用與普通車(chē)床類(lèi)似的手動(dòng)變擋方式, 但是這種變速自動(dòng)化程度為零, 每次變速都要手工扳變速手柄, 有時(shí)加工的工件根據加工的工藝不同, 要5種以上的轉速來(lái)進(jìn)行實(shí)現, 大大影響了加工效率。
為了體現數控車(chē)床的自動(dòng)化加工程度, 另一種分段變速方式是借鑒液壓尾座與液壓卡盤(pán)的驅動(dòng)原理, 采用液壓缸驅動(dòng)齒輪換擋實(shí)現分段 (高擋、低擋、空擋) 變速[2], 利用FANUC M代碼指令實(shí)現換擋的功能, 這樣可以有效地提高自動(dòng)化程序, 大大節約加工時(shí)間, 提高生產(chǎn)效率。
數控車(chē)床主軸分段無(wú)級液壓變速的實(shí)現重點(diǎn)和難點(diǎn)是控制系統的設計, 下面以FANUC 0iTD系統的CK6150數控車(chē)床為例, 介紹基于PMC控制的數控車(chē)床主軸分段無(wú)級液壓變速控制系統的設計與實(shí)現方法。
3、控制要求
采用普通交流異步電機 (11kW) 經(jīng)變頻調速驅動(dòng)。主電機經(jīng)主軸變速箱驅動(dòng)主軸。
(1) 數控系統10V模擬量口直接控制富士變頻器, 實(shí)現主軸速度的無(wú)級調速。
(2) 分段變速:高擋、低擋、空擋。高擋減速比1∶1;低擋減速比3∶1, 如圖3所示。
(3) 自動(dòng)方式用M代碼實(shí)現主軸換擋控制;手動(dòng)方式用按鈕實(shí)現主軸換擋控制。
(4) 自動(dòng)方式用M代碼實(shí)現主軸的啟停控制:手動(dòng)方式用按鈕實(shí)現主軸的啟停控制。
4、模擬主軸硬件控制電路設計與分析
4.1、主軸三相異步電動(dòng)機主電路設計
如圖5主軸三相異步電動(dòng)機主電路所示, 三相交流電 (1L1、1L2、1L3) 通過(guò)空氣斷路器QF1 (短路、欠壓、過(guò)壓保護) 與交流電抗器L1 (濾出輸入端的干擾電壓, 防止電壓突變對變頻器的影響) 供給交流變頻器FRN22G11S-4三相輸入端 (U11、V11、W11) , 變頻器將PWM脈寬調制電壓 (變頻變壓) 輸出給主電機, 變頻器的P與DB端子接制動(dòng)電阻 (消耗、吸收再生電能) 。
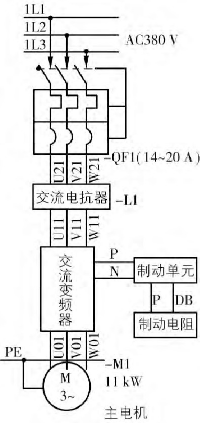
圖5 主軸三相異步電動(dòng)機主電路
4.2、變頻器單元控制電路設計
如圖6變頻器單元控制電路所示, 交流變頻器采用富士Gll系列[4], R、S、T是變頻器三相電的輸入端, U、V、W是變頻器的輸出端外接三相異步電動(dòng)機, 切記輸入端與輸出端不能互換, 否則會(huì )燒壞變頻器。變頻器的SVC與0V兩個(gè)端子是接來(lái)自CNC上JA40輸出的0~10V模擬量, CNC根據轉速指令的不同輸出不同的模擬電壓量給變頻器, 從而實(shí)現變頻調速的目的。FWD是主軸電機正轉信號輸入端, REV是主軸電機反轉信號輸入端, CM是公共端, FWD信號對應的KA4繼電器與REV信號對應的KA5繼電器是由PMC程序控制的, 當KA4觸點(diǎn)閉合, 即FWD與CM導通, 此時(shí)主軸電機正轉, 當KA5觸點(diǎn)閉合, 即REV與CM導通, 此時(shí)主軸電機反轉。THR與CM是制動(dòng)單元過(guò)熱監測端子[5]。
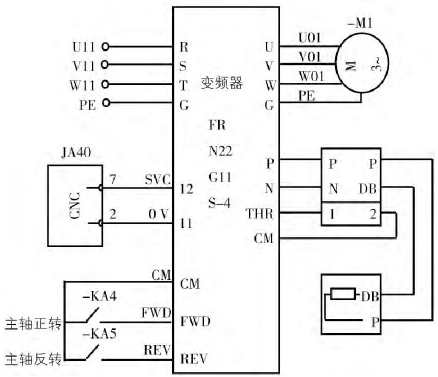
圖6 變頻器單元控制電路
5、模擬主軸控制接口信號定義
如表1模擬主軸控制接口信號地址表所示, X信號是送給CNC系統中的PMC輸入信號, Y信號是CNC系統中的PMC輸出信號, G信號是PMC輸出給CNC的信號, F信號是CNC輸出給PMC的信號。FANUC系統中, G和F信號由CNC系統軟件定義其地址, 是固定的, 用戶(hù)只可使用不可更改[6]。
表1 模擬主軸控制接口信號地址表

6、模擬主軸控制PMC程序設計與分析
6.1、運行方式控制
存儲器運行方式和MDI方式為自動(dòng)方式, 手搖方式和JOG方式為手動(dòng)方式。如圖7所示, F3.5是自動(dòng)運行模式 (AUTO) 信號, F3.3是手動(dòng)數據輸入 (MDI) 信號, F3.1是手輪進(jìn)給 (HND) 信號, F3.2是手動(dòng)連續進(jìn)給 (JOG) 信號。例如:當模式選擇開(kāi)關(guān)扳到自動(dòng) (AUTO) 模式下, F3.5為1, 此時(shí)R181.0線(xiàn)圈得電, 梯形圖中的兩個(gè)常閉觸點(diǎn)R181.0與R181.1是自動(dòng)方式與手動(dòng)方式的互鎖信號。
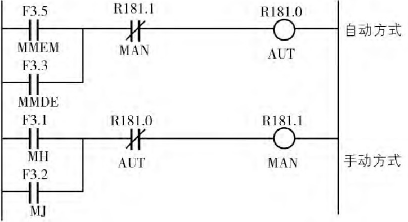
圖7 運行方式控制
6.2、主軸高擋控制
如圖8所示, 手動(dòng)方式下, 用按鈕信號發(fā)出啟動(dòng)命令, 按下主軸高擋選擇按鈕X22.1、主軸換擋啟動(dòng)按鈕X22.0, 線(xiàn)圈R601.0得電并自鎖;自動(dòng)方式下, 用M代碼發(fā)出啟動(dòng)命令。M40:高擋;M41:低擋;M42:空擋;R600.0~R600.2分別是M40~M42的譯碼結果輸出信號[8]。這里忽略譯碼程序, 例如:當執行M40 (高擋命令) 時(shí), R600.0得電, 使得線(xiàn)圈R601.1得電并自鎖;R600.1、R600.2、X22.0三個(gè)常閉觸點(diǎn)為手動(dòng)高擋與自動(dòng)高擋的互鎖觸點(diǎn);當線(xiàn)圈R601.0或R601.1得電時(shí), 線(xiàn)圈R571.6得電, 使得Y10.2 (換擋電磁閥YV3, 見(jiàn)圖11) 得電, 數控車(chē)床主軸即換到高擋上。
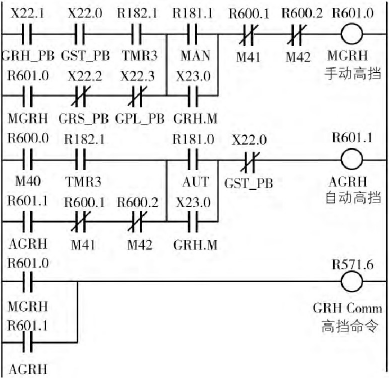
圖8 主軸高擋控制
6.3、主軸低擋控制
如圖9所示, 手動(dòng)方式下, 按下主軸低擋選擇按鈕X22.3、主軸換擋啟動(dòng)按鈕X22.0, 線(xiàn)圈R601.2得電并自鎖;自動(dòng)方式下, 當執行M41 (低擋命令) 時(shí), R600.1得電, 使得線(xiàn)圈R601.3得電并自鎖;R600.0、R600.2、X22.0三個(gè)常閉觸點(diǎn)為手動(dòng)低擋與自動(dòng)低擋的互鎖觸點(diǎn);當線(xiàn)圈R601.2或R601.3得電時(shí), 線(xiàn)圈R571.7得電, 使得Y10.0 (換擋電磁閥YV1) 、Y10.1 (換擋電磁閥YV2) 得電, 如圖11所示, 當低擋換到位 (X23.2變?yōu)?) 后, Y10.0失電, 數控車(chē)床主軸即換到低擋上。
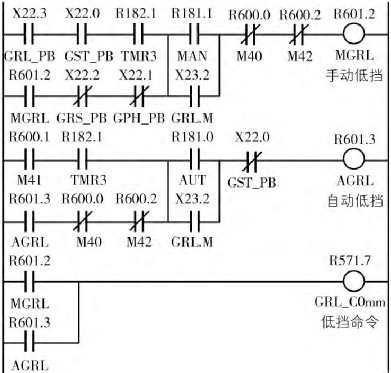
圖9 主軸低擋控制
6.4、主軸空擋控制
因為有時(shí)候要用手旋轉卡盤(pán)裝夾工件和測量工件尺寸, 所以要將主軸箱內的齒輪脫開(kāi), 使主軸處于空擋位置, 這樣有利于旋轉卡盤(pán)。
如圖10所示, 手動(dòng)方式下, 按下主軸空擋選擇按鈕X22.2、主軸換擋啟動(dòng)按鈕X22.0, 線(xiàn)圈R601.4得電并自鎖;自動(dòng)方式下, 當執行M42 (空擋命令) 時(shí), R600.2得電, 使得線(xiàn)圈R601.5得電并自鎖;R600.0、R600.1、X22.0三個(gè)常閉觸點(diǎn)為手動(dòng)空擋與自動(dòng)空擋的互鎖觸點(diǎn);當線(xiàn)圈R601.4或R601.5得電時(shí), 線(xiàn)圈R572.0得電, 使得Y10.0 (換擋電磁閥YV1) 、Y10.1 (換擋電磁閥YV2) 得電, 數控車(chē)床主軸即換到空擋上。
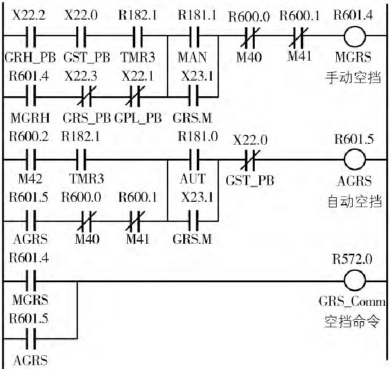
圖10 主軸空擋控制
6.5、主軸換擋電磁閥控制
如圖11主軸換擋電磁閥控制梯形圖所示, 主軸換高擋時(shí), R571.6得電 (圖8中已經(jīng)介紹) , YV3得電;主軸換低擋時(shí), R571.7得電 (圖9中已經(jīng)介紹) , 先YV1+YV2得電, 主軸抵擋符合信號X23.2變?yōu)?以后, 僅YV2得電;主軸換空擋時(shí), R572.0得電 (圖10中已經(jīng)介紹) , YV1+YV2得電, 主軸空擋符合信號X23.1變?yōu)?以后, 到位后YV1+YV2失電。
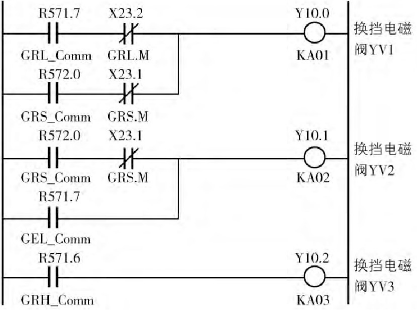
圖11 主軸換擋電磁閥控制
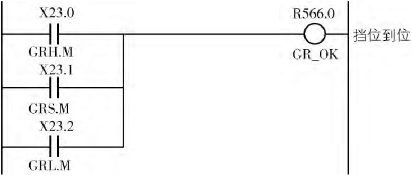
6.6、主軸換擋到位控制
如圖12所示, X23.0是主軸高擋到位信號, X23.1是主軸空擋到信號, X23.2是主軸低擋到位信號, 只要三個(gè)到位信號中的一個(gè)為1, R566.0線(xiàn)圈就為1, 才能讓主軸正轉或反轉。
圖12 主軸換擋到位控制
6.7、齒輪擋位選擇接口信號GR1控制
通過(guò)對接口信號GR1和GR2編碼得到4個(gè)擋位, 其每個(gè)擋位的速度值在PRM3741~3744中進(jìn)行設定。擋位與接口信號和參數的對應關(guān)系如表2所示, 齒輪擋位選擇接口信號GR1 (G28.1) 控制梯形圖如圖13所示。
表2 T型換擋擋位接口信號和參數
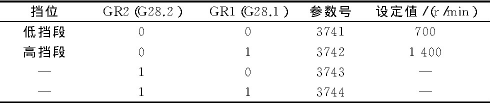
由表1可知, 不論是低擋還是高擋G28.0始終為0, 因此不需要編此線(xiàn)圈的梯形圖, 而低擋時(shí)線(xiàn)圈G28.1為0, 高擋時(shí)線(xiàn)圈G28.1為1, 因此是高擋到位信號X23.0常開(kāi)觸點(diǎn)與低擋到位信號X23.2常閉觸點(diǎn)串聯(lián)控制線(xiàn)圈G28.1, 如圖13所示。

圖13 齒輪擋位選擇接口信號GR1控制
6.8、主軸正轉控制
如圖14所示, 自動(dòng)方式 (R181.0) 下, 通過(guò)M03 (R120.0) 指令啟動(dòng)主軸正轉;手動(dòng)方式 (R181.1) 下, 通過(guò)開(kāi)關(guān)按鈕 (X20.5) 啟動(dòng)主軸正轉。Y10.4常閉觸點(diǎn)是主軸反轉互鎖觸點(diǎn), R181.2常閉觸點(diǎn)是主軸停止信號, 一旦Y10.4或R181.2線(xiàn)圈得電, 此時(shí)主軸就停止運轉。主軸啟動(dòng)的前提條件是卡盤(pán)壓力SQ14信號 (X21.5) 必須為l, 即卡盤(pán)一定處于夾緊狀態(tài), 這是一個(gè)非常重要的安全保護功能。R566.0是換擋到位信號, 只有換擋到位了才能允許主軸旋轉, 防止換擋齒輪還沒(méi)有嚙合好主軸就開(kāi)始轉動(dòng), 這樣會(huì )將齒輪的齒打掉。
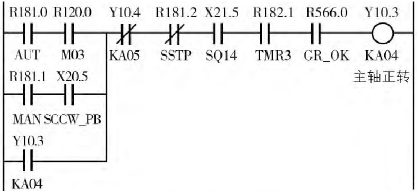
圖14 主軸正轉控制
6.9、主軸反轉控制
如圖15所示, 自動(dòng)方式 (R181.0) 下, 通過(guò)M04 (R120.1) 指令啟動(dòng)主軸反轉;手動(dòng)方式 (R181.1) 下, 通過(guò)開(kāi)關(guān)按鈕 (X20.6) 啟動(dòng)主軸反轉, 其他控制條件同主軸正轉控制。
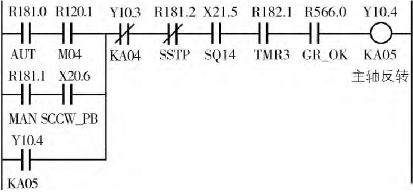
圖15 主軸反轉控制
6.1 0 主軸停止控制
如圖16所示, 自動(dòng)方式 (R181.0) 下, 通過(guò)M05 (R120.2) 指令停止主軸;手動(dòng)方式下, 通過(guò)開(kāi)關(guān)按鈕 (X20.7) 停止主軸。此外急停*ESP (G8.4) 、復位RST (F1.1) 、M02、M30也使主軸停止運轉。
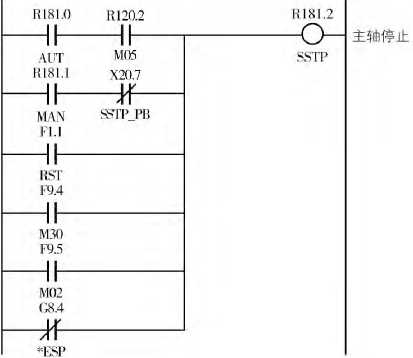
圖16 主軸停止控制
7、結語(yǔ)
對FANUC 0iTD系統數控車(chē)床的主軸無(wú)級調速控制系統進(jìn)行升級改造的實(shí)踐證明, 采用這種無(wú)級+有級 (液壓缸推動(dòng)齒輪) 變速主軸傳動(dòng)系統, 既提高了主軸的輸出轉矩, 又擴大了主軸的調速范圍, 特別是采用了液壓自動(dòng)換擋的M代碼功能, 提高了數控車(chē)床的自動(dòng)化程度, 進(jìn)一步節省了換擋時(shí)間, 提高了生產(chǎn)效率, 同時(shí)也可以為其他數控機床主軸分段無(wú)級變速控制的實(shí)現提供技術(shù)支撐。
參考文獻
[1]王勇, 張浩, 芮延年.基于FANUC 0ID系統的數控機床運行模式的設計[J].自動(dòng)化應用, 2015 (11) :18-20, 45.
[2]鄭鵬飛.數控機床中主軸變速箱的設計[J].制造業(yè)自動(dòng)化, 2014, 32 (8) :117-119.
[3]王躍軍, 唐健.基于PLC的C650型臥式車(chē)床電氣控制系統改造設計[J].制造技術(shù)與機床, 2012, 34 (3) :132-134.
[4]富士電機.富士變頻器FRN22G11S-4使用說(shuō)明書(shū)[Z].
[5]王勇, 徐旭陽(yáng), 曹犇, 等.CK6136I數控車(chē)床四工位自動(dòng)換刀裝置控制系統設計[J].自動(dòng)化應用, 2016 (6) :43-46.
[6]北京FANUC機電有限公司.BEIJING-FANUC 0i-MODEL D連接說(shuō)明書(shū) (功能) [Z].
[7]尹志強, 馬建.基于FANUC 0i-Mate系統數控車(chē)床綜合實(shí)驗臺的研究與開(kāi)發(fā)[J].組合機床與自動(dòng)化加工技術(shù), 2009 (7) :58-60.
[8]陳芳.FANUC PMC軸控制功能在回轉工作臺中的應用[J].機床與液壓, 2014, 42 (16) :155-158.