24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘要:針對側圍外板油箱口部位, 從模具工藝布置及模具結構的設計方面進(jìn)行了分析與介紹, 從中總結出合適的工藝及模具結構, 給后期規劃進(jìn)行必要的指導與借鑒。
關(guān)鍵詞:油箱口; 壓料芯; 研合率;
Abstract:For the fuel tank parts outside side plates, analyzed and introduced from the themold design process larout and die structure, summed up the process and die structure of the theappropriate, to the late planning necessary guidance and reference.
Keyword:tank port; press core; lapping rate;
1、引言
側圍外板在汽車(chē)上是重要關(guān)鍵沖壓件, 其沖壓工藝設計體現了模具行業(yè)的設計水平。對于汽車(chē)沖壓模具來(lái)說(shuō), 工藝及模具結構的選擇至關(guān)重要, 設計不合理不僅會(huì )增加生產(chǎn)成本, 而且也會(huì )影響到?jīng)_壓件的品質(zhì)。本文就對側圍外板油箱口部位的沖壓工藝與模具結構進(jìn)行介紹。
2、拉伸工序
側圍外板油箱口部位的沖壓工藝排布一般為OP05-PI (沖孔) →OP10-DR (拉伸) →OP20-PI (沖孔) →OP30-RST (整形) →OP40-PI (沖孔) , 如圖1所示。在現場(chǎng)實(shí)際批量生產(chǎn)階段, 因壓力機精度、板料性能差異、板料厚度公差、模具狀態(tài)等各方面因素的影響, 沖壓件狀態(tài)達不到所需的產(chǎn)品質(zhì)量要求, 往往需要調整模具;針對拉伸模, 調整模具定位可以解決沖壓件一些部位的質(zhì)量缺陷, 但過(guò)程中造成沖壓件油箱口部位產(chǎn)生缺陷:因調整了模具定位, 板料毛坯在模具內位置發(fā)生了改變;落料片孔位不在油箱口中心位置, 如圖2所示;在拉伸成形中孔位四周的板料流動(dòng)不均勻造成油箱口四角表面變形;同時(shí)孔位不在油箱口的中心, 在OP20工序粗沖孔后四周的料邊不均, 經(jīng)整形工序時(shí), 料邊少的部位材料流動(dòng)過(guò)快而料邊多的部位材料流慢過(guò)快就會(huì )造成油箱口側壁開(kāi)裂或縮頸, 尤其是圓角部位, 如圖3所示。
從以上分析可以明顯看出油箱口部位在落料工序先行沖孔的工藝對于沖壓實(shí)際生產(chǎn)來(lái)說(shuō), 不是很合理;在拉伸模調整中, 變動(dòng)模具定位是常用方法之一。為了讓模具穩定, 生產(chǎn)順利, 制造出質(zhì)量滿(mǎn)足要求的沖壓件, 需要通過(guò)以下對策去實(shí)施及調整模具。
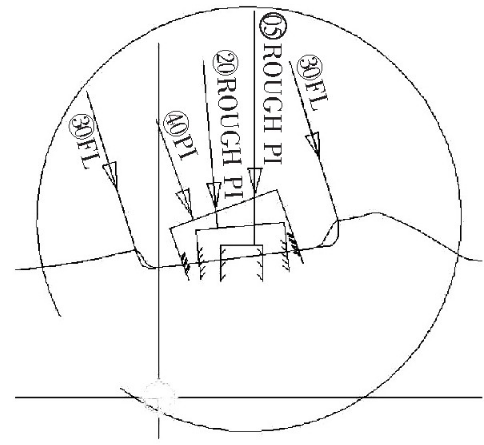
圖1 油箱口沖壓工藝

圖2 孔位不在油箱口中心位置

圖3 油箱口側壁開(kāi)裂或縮頸
其一, 取消落料片的沖孔, 直接拉伸成形, 如圖4所示;但油箱口部位的拉伸造型不能太復雜及深度不能太深, 制件形狀通過(guò)后工序的整形來(lái)完成, 這就對整形工序的符型及型面壓料研合的要求必須嚴格做到位, 且靠近整形部位的壓料力較充足;其二, 為了減少后序整形量, 緩解整形造成的油箱盒四角的變形, 需要加大OP10拉伸量, 往往就易導致拉伸開(kāi)裂, 為了解決此問(wèn)題, 在OP10拉伸成形過(guò)程中沖孔或切口, 以補充板料。

圖4 取消沖孔拉伸成形
要實(shí)現這種工藝, 模具結構上需進(jìn)行相應的設計: (1) 直接沖孔, 如圖5所示, 通過(guò)設計凸模與凹模的配合實(shí)現, 為了便于維護及后期的好互換, 應設計為可快速拆卸的鑲入式結構, 最好不要直接在模具本體上焊補出沖孔凸模及鉆孔焊補修磨出沖孔凹模; (2) 切口, 如圖6所示, 一般上模安裝刺破切開(kāi)刀, 下模安裝凹模避讓塊, 凹模避讓塊上設有與刺破刀相配合用于制件拉伸過(guò)程中壓住制件被刺破區域的壓料槽, 凹模避讓塊的材質(zhì)為聚氨酯。此結構的工作方式為:拉伸過(guò)程中, 刺破刀擠壓板件使其彎曲, 凹模避讓塊上的壓料槽將壓住被刺破區域的材料, 使該區域形成向下的局部彎曲, 直至刺破。凹模避讓塊可以壓住被刺破的區域, 被刺破的區域的材料流動(dòng)能夠保持均衡, 保證了拉伸質(zhì)量;同時(shí)材料刺破時(shí)產(chǎn)生的鐵屑由于壓料槽包裹住刺破刀, 模具回程時(shí)鐵屑能夠被凹模避讓塊消除, 避免鐵屑影響制件質(zhì)量, 如圖7所示。

圖5 拉伸中沖孔

圖6 拉伸中切口
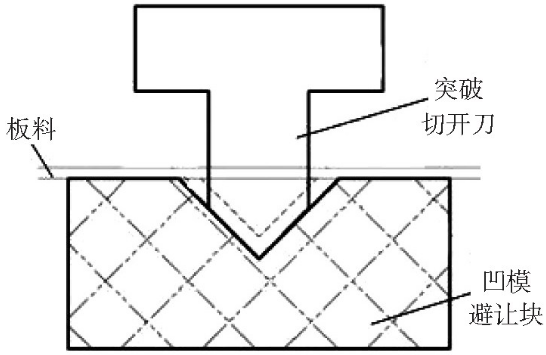
圖7 切口結構
3、整形工序
油箱口區域前序為了避免縮頸或開(kāi)裂采取了過(guò)拉伸措施, 后序整形所需成形力相對較大, 對應的區域所需壓料力也較大;所說(shuō)的壓料力也在工作過(guò)程中充分起到作用效果, 則對板件的型面貼合有著(zhù)嚴格的研合率要求:一是板件與凸模型面的貼合;二是板件與壓料芯的型面貼合。型面貼合的好壞程度直接關(guān)系制造出來(lái)的制件質(zhì)量, 而油箱口區域的板件對于整形來(lái)說(shuō)主要體現為四角的凸凹變形, 反映到整車(chē)外觀(guān), 從而影響整車(chē)的最終視覺(jué)效果。為了減小變形程序, 模具在制造階段和模具精度恢復調試階段, 往往需要花費一定的時(shí)間和精力進(jìn)行型面研合率的確認和符型研合工作, 以確保達到所需的型面貼合要求, 如圖8所示。

圖8 型面貼合率
在沖壓實(shí)際開(kāi)展過(guò)程中, 型面研合更多的是開(kāi)展壓料芯的研合工作, 模具的壓料芯結構一般有以下3種:
(1) 整體式結構, 如圖9所示。

圖9 整體式結構
整體壓料芯是一體式結構, 整體鑄造加工而成。模具壓料芯研合率需要調整時(shí), 有兩種方法:一種是壓料芯整體研合, 整體研合工作量很大, 費時(shí)費力;另一種是針對研合率不足的部位進(jìn)行補焊修磨, 其修理過(guò)程需拆卸安全部件后將壓料芯吊出補焊并修磨, 同時(shí)壓料面補焊后會(huì )出現焊補缺陷, 如砂眼等。在模具調整與維護來(lái)說(shuō), 整體式壓料芯的操作性與方便性較差。
(2) 背面固定的分體式結構, 如圖10所示。

圖10 背面固定的分體式結構
顯而易見(jiàn), 壓料芯由兩部分組成, 大壓料芯和小壓料芯。大壓料芯背面加工出小壓料芯的外周形狀, 小壓料芯從背面通過(guò)銷(xiāo)釘和螺栓進(jìn)行定位和緊固。對于油箱口部位來(lái)說(shuō), 大壓料芯充當的角色是小壓料芯的固定基座。小壓料芯需要調整研合率時(shí), 一般不直接在型面上焊補, 而是采取在小壓料芯與大壓料芯之間 (也就是小壓料芯底部的固定面上) 增加墊片, 然后研合與大壓料芯型面的銜接。模具調整型面研合率時(shí), 比整體式結構的調整簡(jiǎn)便, 但在調整時(shí), 拆卸小壓料芯顯得比較繁雜, 需吊運至支撐架上并從底部進(jìn)行操作或者將大壓料芯翻轉后才能才能操作。
(3) 正面固定的分體式結構, 如圖11所示。
正面固定的分體式結構形式很顯然壓料芯也是兩部分, 大壓料芯正面加工出小壓料芯的外周形狀, 小壓料芯從正面通過(guò)螺栓與銷(xiāo)釘進(jìn)行固定。小壓料芯需要調整研合率時(shí), 拆卸小壓料芯后取出, 在其底部增加墊片, 然后安裝小壓料芯并研合與大壓料芯型面的銜接, 其操作過(guò)程相對簡(jiǎn)單。

圖11 正面固定的分體式結構
通過(guò)對3種壓料芯結構的分析與比較, 壓料芯設計為正面固定的分體式結構比較合適;同時(shí)為了確保壓料芯型面能提供足夠的壓料力, 其壓料芯底部需設置壓力源, 并讓壓力源盡可能靠近有效壓料面部位, 如圖12所示。
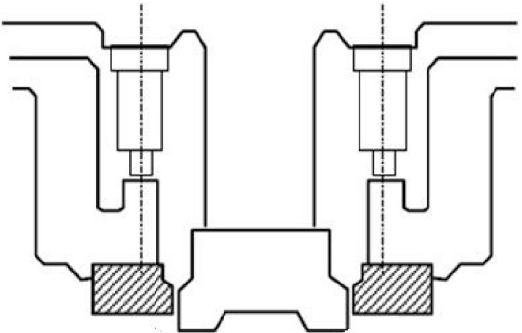
圖12 壓料芯的壓力源設置
4、結論
在沖壓模具開(kāi)發(fā)階段, 選擇合適的沖壓工藝和設計合理的模具結構對于沖壓生產(chǎn)來(lái)說(shuō)至關(guān)重要, 不僅能提高沖壓件質(zhì)量, 而且也利于模具的調整與維護。
參考文獻
[1]平申, 張懃等.汽車(chē)覆蓋件模具設計與制造[M].北京:國防工藝出版社, 1998.