24РЎ•r(shЁӘ)Х“ОД¶ЁЦЖҹбҫҖ(xiЁӨn)
24РЎ•r(shЁӘ)Х“ОД¶ЁЦЖҹбҫҖ(xiЁӨn)
ЎЎЎЎХӘТӘЈәёщ“юҝ§·ИүШЧмЛЬјюөДҪYҳӢМШьc(diЁЈn)әНТӘЗу, ДЈҫЯФOУӢІЙУГ„У(dЁ°ng)ДЈәН¶ЁДЈҢҰҪУРОКҪЛщҳӢіЙөД·ЦРНГжЕcЛЬјюЭҶАӘРО оПаТ»ЦВөДҪYҳӢ, АыУГУНёЧТәүәійРҫіЙРННвӮИӮИ°ј, НЁЯ^(guЁ°)№М¶ЁРНРҫөД“T”РОІЫҺ§„У(dЁ°ng)»о„У(dЁ°ng)РНРҫНкіЙғИійРҫ, ТФНЖүKЧчн”іцСbЦГЎЈДЈҫЯҪYҳӢҫoңҗәПАн, ИЭТЧјУ№ӨЦЖФмЎЈІЙУГӮИқІҝЪғИӮИЯM(jЁ¬n)БПөД·ҪКҪ, ҝЙТФУРР§ёДЙЖЛЬјюөДНвУ^(guЁЎn)Щ|(zhЁ¬)БҝЎЈ
ЎЎЎЎкP(guЁЎn)жIФ~Јәҝ§·ИүШЧм; ЧўЛЬДЈ; ғИійРҫ; ӮИқІҝЪ;
ЎЎЎЎAbstractЈәBased on the structural characteristics and requirements of the coffeepot spout, a structure was used to achieve that the parting surface formed by the butted form of the movable mould and the fixed mould corresponds with the contour shape of the plastic part in mould design.The outer side concave is formed by the hydraulic core pulling of the cylinder.The inner core pulling is completed by the active core drived by the T-shaped groove of the fixed core and the ejector device is push blocks.The structure is compact and reasonable, easy to be manufactured.The quality of the appearance of plastic parts can get effectively improved with the use of inside feeding through the side gate.
ЎЎЎЎKeywordЈәcoffeepot spout; injection mould; inner core-pulling; side gate;
ЎЎЎЎ1ЎўЛЬјю№ӨЛҮРФ·ЦОц
ЎЎЎЎҝ§·ИүШЧмұъЛЬјюИзҲD1ЛщКҫ, ІДБПһйҫЫұыП© (PP) ЎЈҫЫұыП©ҹo(wЁІ)Й«Ўўҹo(wЁІ)О¶Ўўҹo(wЁІ)¶ҫ, ГЬ¶Иһй0.90~0.91g/cm3ЎЈІ»ОьЛ®ЎўТЧЦш(zhЁҙ)Й«, ИЫьc(diЁЈn)һй164~170Ўж, ДНҹбРФәГ, ЧоөНК№УГңШ¶Иһй-15ЎжЎЈТтІДБПФЪСхЎўҹбЎў№вөДЧчУГПВҳOТЧҪөҪвЎўАП»Ҝ, ЛщТФұШнҡјУИлҝ№АП»Ҝ„©[1]ЎЈЛЬјюРО оҸНлs, АпГжЎўНвГжәНӮИГжҫщУР°јН№ҪYҳӢ, І»ДЬХэіЈГ“ДЈ, ТІІ»ДЬҸҠРРГ“ДЈ, РиТӘӮИПтійРҫЎЈУЙУЪКЦұъІҝәНоiІҝНвІҝ¶јРиТӘғЙӮҖ(gЁЁ)ӮИійРҫ, ЗТ·ҪПтПаН¬, №КЛЬјюНвӮИІЙУГ№ю·т»¬үKійРҫ, ҙЛ•r(shЁӘ)ҠAҫҖ(xiЁӨn)ФЪЛЬјюөДХэЦРйg, ҢҰ®a(chЁЈn)Ж·НвУ^(guЁЎn)У°н‘ЧоРЎЎЈҝ§·ИүШЧмөДұъІҝЎўоiІҝ?jЁ¬)ИІҝРиТӘғЙӮҖ(gЁЁ)ғИӮИійРҫ, ҙЛМҺЦұҸҪјsһй67 mm, УРЧгүтөДійРҫҝХйgЎЈұъІҝөДД©¶ЛғИӮИУРТ»°јҝЧ, ұШнҡФOУӢТ»ӮҖ(gЁЁ)ғИӮИійРҫҷCҳӢЯM(jЁ¬n)РРӮИійРҫ[2]ЎЈ
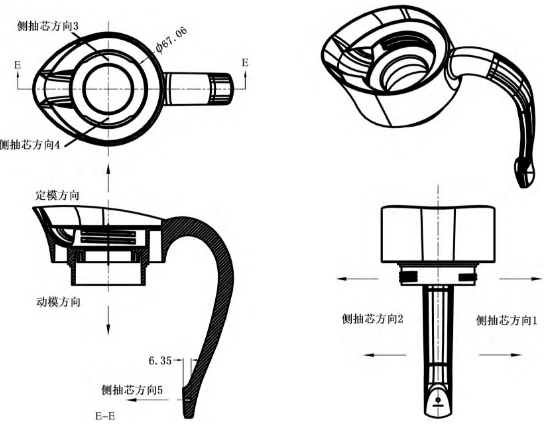
ҲD1 ҝ§·ИүШЧмЛЬјю
ЎЎЎЎ2ЎўДЈҫЯҪYҳӢФOУӢ
ЎЎЎЎёщ“юЛЬјюҪYҳӢ, ДЈҫЯРиТӘФOУӢ5ӮҖ(gЁЁ)ӮИПтійРҫҷCҳӢ, ИзҲD1ЛщКҫЎЈҲD2ЦРНвӮИғЙӮҖ(gЁЁ)№ю·т»¬үK7Ўў19ТтёЯ¶ИіЯҙзМ«ҙу, Из№ыУГ“РұҢ§Цщ+»¬үK”өДійРҫҪYҳӢ, „t»¬үK»¬„У(dЁ°ng)өД·Җ¶ЁРФІо, КЬөҪЕӨБҰөДЧчУГ, ИЭТЧДҘ“pЙхЦБҝЁЛА, ТтҙЛФOУӢ•r(shЁӘ)ІЙУГБЛУНёЧТәүәійРҫЎЈлmИ»Я@ҳУДЈҫЯіЙұҫФцјУБЛ, ө«ҪYҳӢ·Җ¶ЁҝЙҝҝ, Йъ®a(chЁЈn)үЫГьйL(chЁўng), ҝӮөД®a(chЁЈn)Ж·Йъ®a(chЁЈn)іЙұҫІўІ»•ю(huЁ¬ )ФцјУЎЈЛЬјюоiІҝ?jЁ¬)ИӮИғЙӮҖ(gЁЁ)ійРҫҷCҳӢҪYҳӢЭ^ҸНлs, ҙЛМҺЦұҸҪһй67.06mm, ғИӮИійРҫУРЧгүтөДҝХйgЎЈұҫДЈҫЯҢўҙЛМҺөД¶ЁДЈРНРҫФOУӢіЙ4јюҪMәПРНРҫ, ЖдЦРғЙүKһй№М¶ЁРНРҫ, №М¶ЁФЪ¶ЁДЈиӮјю1ЙП, БнғЙјюһй»о„У(dЁ°ng)РНРҫ, „У(dЁ°ng)Ўў¶ЁДЈй_(kЁЎi)ДЈ•r(shЁӘ), №М¶ЁРНРҫНЁЯ^(guЁ°)“T”РОІЫҺ§„У(dЁ°ng)»о„У(dЁ°ng)РНРҫ, ФЪө№ҝЫЧчУГПВСШ№М¶ЁРНРҫЧчРұПтЯ\„У(dЁ°ng), ҸД¶шҢҚ(shЁӘ)¬FғИӮИійРҫЎЈТӘіЙРНЛЬјюұъІҝД©¶ЛғИӮИ°јҝЧ, ДЈҫЯөД„У(dЁ°ng)ДЈІҝ·ЦұШнҡФOУӢғИӮИійРҫҷCҳӢ, ЛьК№ДЈҫЯҪYҳӢҸНлs, ДЈҫЯөД„У(dЁ°ng)ДЈІҝ·ЦРиТӘФцјУТ»ӮҖ(gЁЁ)·ЦРНГж, Я@ҫНКЗЛЧ·Q(chЁҘng)өДјЩИэ°еДЈҪYҳӢ[3]ЎЈФ“ғИӮИійРҫҷCҳӢЦчТӘУЙ„У(dЁ°ng)ДЈғИ»¬үK26Ўў„У(dЁ°ng)ДЈғИӮИРНРҫ25әНРЁҫoүK28ҪMіЙЎЈ„У(dЁ°ng)ДЈ·ЦРНГжҙтй_(kЁЎi)•r(shЁӘ), РЁҫoүK28НЁЯ^(guЁ°)“T”РОІЫАӯ„У(dЁ°ng)„У(dЁ°ng)ДЈғИ»¬үK26, ҢҚ(shЁӘ)¬F»¬үKөДғИӮИійРҫЎЈ№ю·т»¬үK7Ўў19ФЪ„У(dЁ°ng)ДЈB°е33ғИЯ\„У(dЁ°ng), һй·ҪұгЦЖФм, „У(dЁ°ng)ДЈB°е33Ўў27нҡЧціЙғЙүKЎЈРиТӘХf(shuЁӯ)ГчөДКЗ, һйБЛұЈЧCёч»¬үKнҳАыійРҫТФј°ійРҫ•r(shЁӘ)ЛЬјюІ»•ю(huЁ¬ )ЧғРО, ¶ЁДЈғИӮИійРҫ»¬үK20өДӮИПтійРҫұШнҡТӘФЪ¶ЁДЈғИӮИійРҫ»¬үK20әН„У(dЁ°ng)ДЈғИӮИРНРҫ25НкіЙійРҫәуІЕДЬійРҫЎЈ
ЎЎЎЎ2.1ЎўқІЧўПөҪyФOУӢ
ЎЎЎЎЛЬјюНЁЯ^(guЁ°)ӮИқІҝЪҸДғИҝЧҲAЦЬГжЯM(jЁ¬n)БП, јИәҶ(jiЁЈn)»ҜБЛДЈҫЯҪYҳӢ, УЦұЈЧCБЛЛЬјюНвУ^(guЁЎn)І»КЬУ°н‘, ИЪДzМоідТІЖҪәвнҳ•і, ө«Я@ҳУ•ю(huЁ¬ )К№ДЈҫЯөДЦчБчөАЖ«лxДЈҫЯЦРРД20mm, ЦчБчөАЖ«лxДЈҫЯЦРРДәу, ЧўЛЬҷCҙун”—Uн”іцО»ЦГТІТӘЖ«лxДЈҫЯЦРРД, ЦЖЖ·НЖіц•r(shЁӘ), НЖ—UөЧ°е13ҫН•ю(huЁ¬ )КЬөҪТ»ӮҖ(gЁЁ)ЕӨБҰөДЧчУГ, Я@ӮҖ(gЁЁ)ЕӨБҰӮчЯfҪoНЖ—Uәу, •ю(huЁ¬ )Ң§ЦВНЖ—UДҘ“p, ЙхЦБ”аБСЎЈһйБЛК№ЛЬјюНЖіц•r(shЁӘ)ЖҪ·ҖҝЙҝҝ, ұҫДЈҫЯІЙУГБЛ3ӮҖ(gЁЁ)ЧўЛЬҷCҙун”—Uн”ФЪДЈҫЯНЖ°е (K.O) ЙПЎЈ
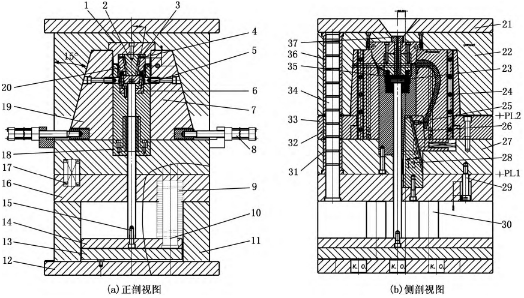
ҲD2 ҝ§·ИүШЧмЧўЛЬДЈҫЯҪYҳӢ
ЎЎЎЎ1-¶ЁДЈиӮјю2-¶ЁДЈ№М¶ЁРНРҫ3Ўў20-¶ЁДЈғИӮИійРҫ»¬үK4-ПЮО»дN(xiЁЎo)5Ўў6Ўў18-„У(dЁ°ng)ДЈРНРҫ7Ўў19-№ю·т»¬үK8-УНёЧ9-ҸНО»Ҹ—»Й10-ҸНО»—U11-·ҪиF12-„У(dЁ°ng)ДЈөЧ°е13-НЖ—UөЧ°е14-НЖ—U№М¶Ё°е15-НЖ—U16-НР°е17-Ҹ—»Й21-¶ЁДЈГж°е22-¶ЁДЈA°е23-¶ЁО»дN(xiЁЎo)24-»¬үK25-„У(dЁ°ng)ДЈғИӮИРНРҫ26-„У(dЁ°ng)ДЈғИ»¬үK27Ўў33-„У(dЁ°ng)ДЈB°е28-РЁҫoүK29-¶ЁО»ПЮО»б”30-Ц§“ОЦщ31Ўў32-„У(dЁ°ng)ДЈҢ§МЧ34-Ң§Цщ35-НЖүK36-¶ЁДЈ°еҢ§МЧ37-қІҝЪМЧ
ЎЎЎЎ2.2ЎўнҳРт¶Ёҫа·ЦРНҷCҳӢФOУӢ
ЎЎЎЎДЈҫЯөД¶Ёҫа·ЦРНҷCҳӢІўІ»ҸНлs, ө«УРғЙМҺөДй_(kЁЎi)ДЈҫалxТӘУӢЛгңКҙ_, ·с„t•ю(huЁ¬ )К№ғИӮИійРҫҹo(wЁІ)·ЁНкіЙійРҫ„У(dЁ°ng)ЧчЎЈЯ@ғЙМҺКЗ·ЦРНГжPL1өДй_(kЁЎi)ДЈҫалx, ТФј°¶ЁДЈғИӮИійРҫ»¬үK3Ўў20СШй_(kЁЎi)ДЈ·ҪПтЯ\„У(dЁ°ng)өДҫалxЎЈЯ@ғЙӮҖ(gЁЁ)ҫалxУЙЧчҲD·ЁЗуөГЎЈ
ЎЎЎЎ2.2.1Ўў·ЦРНГжPL1өДй_(kЁЎi)ДЈҫалx
ЎЎЎЎКЧПИҙ_¶Ё„У(dЁ°ng)ДЈғИӮИРНРҫ25өДійРҫҫалxЎЈЛьөИУЪғИӮИ°јЙо6.35 mmјУЙП°ІИ«ҫалx1~2mm, һй·ҪұгЧчҲD, ИЎ8mmЎЈФЩҙ_¶ЁРЁҫoГжөДғAРұҪЗ¶ИЎЈФ“ҪЗ¶ИНЁіЈИЎ10°~18°, һй°ІИ«ЖрТҠ(jiЁӨn), Ф“ҪЗ¶ИҢҺРЎОрҙу, ҙЛМҺИЎ13°ЎЈ°ҙҲD3ЛщКҫЧчҲD·Ё, өГөҪ·ЦРНГжPL1өДй_(kЁЎi)ДЈҫалxһй34.65mm, һй·ҪұгјУ№Ө, ИЎ35mmЎЈ
ЎЎЎЎ2.2.2Ўў¶ЁДЈғИӮИійРҫөДЯ\„У(dЁ°ng)ҫалx
ЎЎЎЎ¶ЁДЈғИӮИійРҫ»¬үK3Ўў20СШй_(kЁЎi)ДЈ·ҪПтөДЯ\„У(dЁ°ng)ҫалxТӘёщ“юғИӮИійРҫөДійРҫҫалxәНРЁҫoүK28өДғAРұҪЗ¶ИҒн(lЁўi)ҙ_¶ЁЎЈ
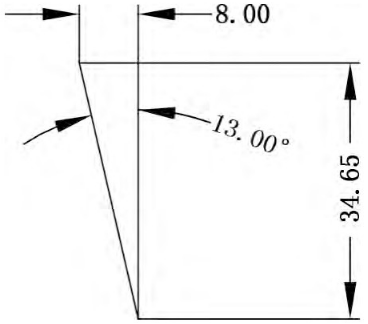
ҲD3 ·ЦРНГжPL1й_(kЁЎi)ДЈҫалxөДҙ_¶Ё
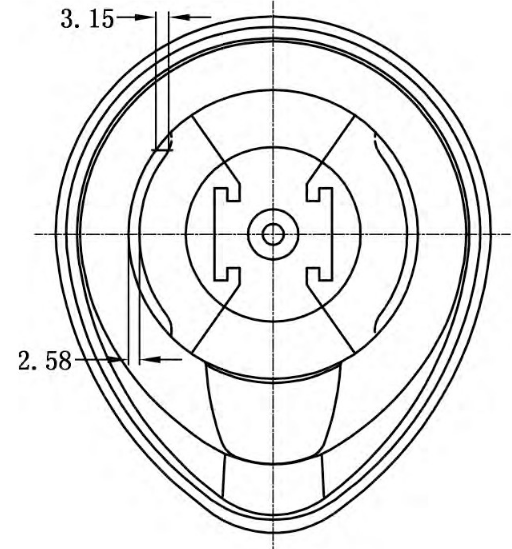
ЎЎЎЎ(1) ҙ_¶ЁғИӮИійРҫөДійРҫҫалxЎЈУЙУЪғИӮИійРҫКЗҲA»ЎГж, ЖдЧоРЎійРҫҫалxИЎӣQУЪғЙҲA»ЎөД°лҸҪЦ®ІоәНійРҫөДҢ’¶ИғЙӮҖ(gЁЁ)ТтЛШ, ҸДИзҲD4ЛщКҫөДБгјюҲDЦРҝЙТФңyөГФ“ҫалxһй3.15mmЎЈҪӣ(jЁ©ng)ҫCәПҝј‘], ғИӮИійРҫҫалxИЎ3.50mm[4]ЎЈ
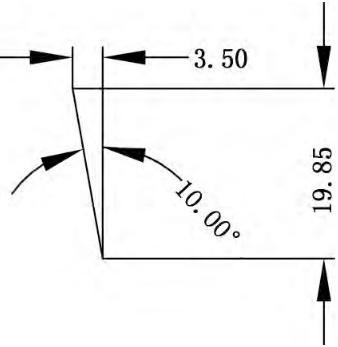
ЎЎЎЎ(2) ҙ_¶ЁРЁҫoүKөДғAРұҪЗ¶ИЎЈУЙУЪғИӮИійРҫНкИ«ҝҝө№ҝЫөД°ьҫoБҰАӯіц, ғAРұҪЗ¶ИИЎЧоРЎЦө10°ЎЈ°ҙҲD5ЛщКҫ·Ҫ·ЁЧчҲD, өГөҪ¶ЁДЈғИӮИійРҫ»¬үK3Ўў20СШй_(kЁЎi)ДЈ·ҪПтТЖ„У(dЁ°ng)өДҫалxһй19.85mm, һй·ҪұгјУ№Ө, ИЎ20mmЎЈ
ҲD4 ғИӮИійРҫҫалxөДҙ_¶Ё
ҲD5 РЁҫoүKғAРұҪЗ¶ИөДҙ_¶Ё
ЎЎЎЎ2.3ЎўНЖіцҷCҳӢФOУӢ
ЎЎЎЎұҫЛЬјюҪYҳӢҸНлs, І»ДЬУГіЈТҺөДНЖ—UНЖіц, һйБЛұЈЧCНвУ^(guЁЎn)Щ|(zhЁ¬)БҝәННЖіцЖҪ·Җ°ІИ«, ДЈҫЯІЙУГНЖүKНЖіцЎЈНЖүK35НЁЯ^(guЁ°)¶ЁО»дN(xiЁЎo)23№М¶ЁФЪНЖ—U15ЙПЎЈЯ@·NҪYҳӢЛЧ·Q(chЁҘng)ҙуо^н”ЎЈ
ЎЎЎЎ2.4ЎўіЙРНБгјюФOУӢ
ЎЎЎЎұҫДЈҫЯөДіЙРНБгјю°ьАЁ¶ЁДЈиӮјюЎў¶ЁДЈ№М¶ЁРНРҫЎў¶ЁДЈ»о„У(dЁ°ng)РНРҫЎў„У(dЁ°ng)ДЈҪMәПРНРҫЎўғЙӮҖ(gЁЁ)НвӮИійРҫј°ғИӮИійРҫЎЈ„У(dЁ°ng)ДЈІЙУГҪMәПРНРҫ, УРАыУЪРНЗ»ЦРҡвуwөДЕЕіцЎЈНЖүKТІҢЩУЪіЙРНБгјю, НЖүKөДҸНО»УЙҸНО»—UәНҸНО»Ҹ—»ЙНкіЙЎЈ
ЎЎЎЎ3ЎўДЈҫЯ№ӨЧчЯ^(guЁ°)іМ
ЎЎЎЎ(1) ИЫуwНЁЯ^(guЁ°)қІҝЪМЧ37, УЙӮИқІҝЪЯM(jЁ¬n)ИлРНЗ», ФЪРНЗ»ЦРМоқM(mЁЈn)ЎўАд…sЎў№М»Ҝәу, ЧўЛЬҷCАӯ„У(dЁ°ng)ДЈҫЯ„У(dЁ°ng)ДЈІҝ·ЦәуНЛ, ФЪҸ—»Й17өДЧчУГПВ, ДЈҫЯПИҸД·ЦРНГжPL1МҺҙтй_(kЁЎi), РЁҫoүK28НЁЯ^(guЁ°)“T”РОІЫАӯ„У(dЁ°ng)„У(dЁ°ng)ДЈғИ»¬үK26ЎЈУЙУЪПЮО»б”29өДЧчУГ, ·ЦРНГжPL1ҙтй_(kЁЎi)35mmәуНЈЦ№, Я@•r(shЁӘ)„У(dЁ°ng)ДЈғИӮИРНРҫ25ТСНкИ«ійіцЛЬјю, ДЈҫЯҢҚ(shЁӘ)¬FөЪТ»ҙОійРҫЎЈ
ЎЎЎЎ(2) „У(dЁ°ng)ДЈА^АmәуНЛ, ДЈҫЯФЩҸД·ЦРНГжPL2МҺ·ЦРН, „У(dЁ°ng)ДЈ°е16әН¶ЁДЈ°е27й_(kЁЎi)Кјҙтй_(kЁЎi), ФЪЛЬјюө№ҝЫ°ьҫoБҰөДЧчУГПВ, ¶ЁДЈғИӮИійРҫ»¬үK3әН20й_(kЁЎi)КјТ»Я…СШ¶ЁДЈиӮјю1өДРұПт“T”РОІЫЯ\„У(dЁ°ng), Т»Я…ПтғИӮИЯ\„У(dЁ°ng), ФЪПЮО»дN(xiЁЎo)4өДЧчУГПВ, ¶ЁДЈғИӮИійРҫ»¬үK3әН20РұПт»¬„У(dЁ°ng)17mmәуНЈЦ№, ҙЛ•r(shЁӘ)»¬үKө№ҝЫНкИ«Г“лxЛЬјю, ДЈҫЯҢҚ(shЁӘ)¬FөЪ¶юҙОійРҫЎЈ
ЎЎЎЎ(3) „У(dЁ°ng)ДЈА^АmәуНЛ, ®”„У(dЁ°ng)ДЈ°еәН¶ЁДЈ°еЦРйgөДй_(kЁЎi)ДЈҫалxЯ_өҪ200mmәу, „У(dЁ°ng)ДЈөДй_(kЁЎi)ДЈРРіМҪYКш, УНёЧРРіМй_(kЁЎi)кP(guЁЎn)әПЙП, ТәүәАӯ„У(dЁ°ng)№ю·т»¬үK7Ўў19, ҢҚ(shЁӘ)¬FДЈҫЯөДөЪИэҙОійРҫЎЈ
ЎЎЎЎ(4) УНёЧНкіЙӮИПтійРҫәу, ЧўЛЬҷCҙун”—Uҙ©Я^(guЁ°)K.O.ҝЧНЖ„У(dЁ°ng)НЖ—UөЧ°е13ЎўНЖ—U15әННЖүK35ҢўЛЬјюНЖлxДЈҫЯ, ДЈҫЯНкіЙТ»ҙОЧўЛЬіЙРНЎЈ
ЎЎЎЎ(5) әПДЈЦ®З°, УНёЧНЖ„У(dЁ°ng)ғЙӮИ№ю·т»¬үK7Ўў19ҸНО», ҸНО»Ҹ—»Й17НЖ„У(dЁ°ng)НЖ—U15әННЖүK35ҸНО»ЎЈәПДЈ•r(shЁӘ), ҸНО»—U10ҢўНЖ—U15әННЖүK35НЖЦБңКҙ_О»ЦГ, Н¬•r(shЁӘ)НЖүK35Ңў¶ЁДЈғИӮИійРҫ3Ўў20НЖ»ШФӯО», ХыӮҖ(gЁЁ)РНЗ»»ЦҸНФӯ о, ДЈҫЯңКӮдЯM(jЁ¬n)РРПВТ»ҙОЧўЛЬЎЈ
ЎЎЎЎ4ЎўҪYХ“
ЎЎЎЎФЪҝ§·ИүШЧмЧўЛЬіЙРНДЈҫЯҪYҳӢФOУӢөДЯ^(guЁ°)іМЦР, КЧПИҢҰҝ§·ИүШЧм®a(chЁЈn)Ж·ҪYҳӢЯM(jЁ¬n)РР·ЦОц;ЖдҙО, ФЪДЈҫЯҪYҳӢЙПАыУГБЛТәүәёЧійРҫіЙРННвӮИӮИ°ј, НЁЯ^(guЁ°)№М¶ЁРНРҫөД“T”РОІЫҺ§„У(dЁ°ng)»о„У(dЁ°ng)РНРҫНкіЙБЛғИійРҫ, ТФНЖүKЧчн”іцСbЦГ;ЧоҪK, ҢҰДЈҫЯҪYҳӢЯM(jЁ¬n)РРј°•r(shЁӘ)РЮХэ, Я_өҪғһ(yЁӯu)»ҜФOУӢЎўұЈЧCЩ|(zhЁ¬)БҝЎўҝs¶М№ӨЖЪәНҪөөНіЙұҫөДДҝөДЎЈ
ЎЎЎЎ…ўҝјОД«I
ЎЎЎЎ[1]№щРВБб, ¶ӯәЈ–|.ЛЬБПДЈҫЯФOУӢЕcЦЖЧч[M].ұұҫ©:ҷCРө№ӨҳI(yЁЁ)іц°жЙз, 2012.
ЎЎЎЎ[2]УЪАыУў, ЦЬйL(chЁўng)За, ҸҲ„Ұ.А^лҠЖчХЦҡӨоҗ(lЁЁi)ЧўЛЬДЈФOУӢ[J].ДЈҫЯјјРg(shЁҙ), 2012 (3) :22-24.
ЎЎЎЎ[3]сыщi°ҝ.ЛЬБПДЈҫЯФOУӢјјЗЙ[M].ұұҫ©:лҠЧУ№ӨҳI(yЁЁ)іц°жЙз, 2010.
ЎЎЎЎ[4]ьSй_(kЁЎi)Нъ.ЧўЛЬДЈҫЯФOУӢҢҚ(shЁӘ)АэҪМіМ[M].ҙуЯB:ҙуЯBАн№ӨҙуҢW(xuЁҰ)іц°жЙз, 2014.