24РЎ•r(shЁӘ)Х“ОД¶ЁЦЖҹбҫҖ(xiЁӨn)
24РЎ•r(shЁӘ)Х“ОД¶ЁЦЖҹбҫҖ(xiЁӨn)
ХӘТӘ
ЎЎЎЎІ»дPд“И~ЭҶКЗ№ӨҳI(yЁЁ)Л®ұГЎўНЁпL(fЁҘng)№ЬөАөИФOӮдөДЦШТӘБгІҝјюЦ®Т»Ј¬УЙУЪИ~ЭҶКЗұЎұЪҸНлsЗъГжБгјюЈ¬ІЙУГиTФмЎўДЈүәФЩәёәПөИӮчҪyјУ№Ө·Ҫ·ЁЦЖФмөДИ~ЭҶҪMҝ—РФДЬІоЈ¬Щ|(zhЁ¬)БҝІ»·Җ¶ЁЈ¬К№УГүЫГь¶МЈ¬ТтҙЛұҫОДІЙУГҹб”DүәіЙРО·ҪКҪҢҰ 304 І»дPд“И~ЭҶөДіЙРО№ӨЛҮЯM(jЁ¬n)РРБЛСРҫҝЎЈҹб”DүәЯ^(guЁ°)іМЦРДЈҫЯРиТӘіРКЬёЯңШЕчБПҺ§Ғн(lЁўi)өДҫЮҙуҹбЭdәЙЈ¬һйМбёЯДЈҫЯК№УГүЫГьЈ¬ІЙУГҹбХПНҝҢУјјРg(shЁҙ)ҢҰДЈҫЯЯM(jЁ¬n)РРұнГжёДРФМҺАнҫЯУРЦШТӘөДТвБxЎЈ
ЎЎЎЎұҫОДІЙУГУРПЮФӘЬӣјю DEFORM-3D ҢҰ 304 І»дPд“И~ЭҶөДҹб”DүәіЙРОЯ^(guЁ°)іМЯM(jЁ¬n)РРБЛ”өЦөДЈ”MЎЈ»щУЪДЈ”MҪY№ыЈ¬ҢҰДЈҫЯРНЗ»өДҪYҳӢЯM(jЁ¬n)РРБЛФOУӢЕcёДЯM(jЁ¬n)Ј¬·ЦОцБЛІ»Н¬”DүәЛЩ¶ИҢҰіЙРОЯ^(guЁ°)іМЦРңШ¶ИҲц(chЁЈng)ЎўөИР§‘ӘБҰҲц(chЁЈng)ј°ДЈҫЯЭdәЙөДУ°н‘Ј¬ҙ_¶ЁБЛәПАнөД”DүәЛЩ¶ИЎЈІўНЁЯ^(guЁ°)ҢҰұИІ»Н¬ҹбХПНҝҢУІДБПөДРФДЬЈ¬ҙ_¶ЁІЙУГ LZ/8YSZ лpМХҙЙНҝҢУҢҰДЈҫЯұнГжЯM(jЁ¬n)РРёДРФЈ¬ФЪ DEFORM-3D ЬӣјюЖҪЕ_ЙПСРҫҝБЛФ“НҝҢУөДёфҹбРФДЬЎЈЧоәуЈ¬ҢҰңyңШҹблҠЕјөДңyңШңюәуҶ–(wЁЁn)о}ЯM(jЁ¬n)РРБЛёДЯM(jЁ¬n)Ј¬«@өГөДҪYХ“ИзПВЈә
ЎЎЎЎ1) ДЈҫЯІЙУГЙППВ”DүәЭSЯ\„У(dЁ°ng)Ўў”DүәДЈМЕмoЦ№І»„У(dЁ°ng)өДДЈҫЯҪYҳӢ•r(shЁӘ)Ј¬ҲAЦщЕчБПөДҸҪПтБч„У(dЁ°ng)ЯhұИЭSПтБч„У(dЁ°ng)А§лyЈ¬әЬлyіЙРОИ~ЭҶЎЈІЙУГЙППВ·ЦРНХыуwКҪДЈҫЯҪYҳӢ•r(shЁӘ)Ј¬ІДБПөДҸҪПтБч„У(dЁ°ng)ДЬБҰҙуҙуФцҸҠЈ¬ө«ҢҰУЪіЙРОлy¶ИҙуөДёЯЭҶЭһРНЗ»ІҝО»Ј¬РиТӘұMБҝФцҙуЭҶЭһғИҸҪМҺөД°ОДЈРұ¶ИәНЯ^(guЁ°)¶ЙҲAҪЗ°лҸҪҒн(lЁўi)ҙЩЯM(jЁ¬n)ІДБПөДБч„У(dЁ°ng)ЎЈ
ЎЎЎЎ2) лSЦш(zhЁҙ)”DүәЛЩ¶ИөДФцҙуЈ¬ҹбӮчҢ§өДҝӮҹбБҝңpЙЩЈ¬”Dүә№ӨјюөДңШІоЦрқuңpРЎЈ¬”DүәјюөДңШ¶И·ЦІјёьҫщ„тЈ¬өИР§‘ӘБҰТІЦрқuҪөөНЈ»ө«лSЦш(zhЁҙ)”DүәЛЩ¶ИөДФцҙуЈ¬ңШІоәНөИР§‘ӘБҰҪөөНөД·щ¶ИңpРЎЎЈ
ЎЎЎЎ3) лSЦш(zhЁҙ)”DүәЛЩ¶ИөДФцҙуЈ¬ДЈҫЯЭdәЙПИңpРЎәуФцҙ󣬔DүәЛЩ¶И 15mm/s •r(shЁӘ)іЙРОЭdәЙЧоРЎЎЈТтҙЛЈ¬ЕчБПоAҹбңШ¶Иһй 1200Ўж•r(shЁӘ)Ј¬әПАнөД”DүәЛЩ¶Иһй 15mm/sЎЈ
ЎЎЎЎ4) LZ ҢУәс¶Иһй 200umЎў8YSZ ҢУәс¶Иһй 100um •r(shЁӘ)Ј¬ДЈҫЯЕcЕчБПҪУУ|•r(shЁӘ)йgЧойL(chЁўng)ІҝО»өДҪьұнГжңШ¶ИҪөөНБЛ 75ЎжЈ¬”Dүә№ӨјюөДЧоөНңШ¶ИМбёЯБЛ 58ЎжЈ¬LZ/8YSZ лpМХҙЙҢУҹбХПНҝҢУФЪҹб”DүәЯ^(guЁ°)іМЦРөДёфҹбР§№ыБјәГЎЈ
ЎЎЎЎ5) бҳҢҰ TMDT2-41 ҹблҠЕјөДңyБҝңюәуҶ–(wЁЁn)о}Ј¬»щУЪҪMәПоAңyДЈРНөДРЈХэ·Ҫ·ЁҢҰЖдңyБҝңюәуЯM(jЁ¬n)РРБЛРЈХэ,ҢҚ(shЁӘ)тһҪY№ыұнГч TMDT2-41 ҹблҠЕјөДн‘‘Ә•r(shЁӘ)йgҝs¶МБЛ 32%Ј¬РЈХэР§№ыЭ^әГЎЈ
ЎЎЎЎкP(guЁЎn)жIФ~ЈәІ»дPд“И~ЭҶЈ»ҹб”Dүә№ӨЛҮЈ»ҹбХПНҝҢУЈ»ёфҹбРФДЬЈ»УРПЮФӘ”өЦөДЈ”M
Abstract
ЎЎЎЎStainless steel impeller is a typical thin-walled part with complex curved surfaces, and widely used in the industrial pumps, ventilation pipe and other equipments. Poor performance of the impeller was obtained by the traditional manufacturing processes such as casting or welding after sectional molding, can easily bring about its unstable quality and short service life. Thus the hot extrusion forming process of 304 stainless steel impeller was studied in this paper by FEM numerical simulation. For the mould has to suffer huge thermal load in the hot extrusion process, in order to prolong its service life, it is necessary to modify the surface of mould with thermal barrier coatings.
ЎЎЎЎIn this paper, hot extrusion forming process of 304 stainless steel impeller was simulated on the finite element software DEFORM-3D. The structure of the mould cavity was designed and improved, and the influences of different extrusion speeds on the temperature, the equivalent stress of the 304 stainless steel billets and the load of extrusion mould were analyzed based on the simulation results. Then the appropriate extrusion speed was determined. Finally, by comparing the material properties of thermal barrier coatings,the double-ceramic-layer LZ/8YSZ TBCs was confirmed to modify the surface of the mould, and the thermal insulation properties of the DCL LZ/8YSZ TBCs were analyzed on DEFORM-3D. Finally, correct the measurement hysteresis of thermocouple. The main conclusions are as follows:
ЎЎЎЎ1) When the mould structure with upper and lower extrusion shafts was adopted, the cylindrical billets with equal diameter to the extrusion shaft flowed more difficultly along the radial direction than along the axial direction in the immobile extrusion mould cavity, and the impeller was more difficult to be formed. The radial flow performance of the billets was greatly enhanced, when the upper and lower integral mould structure was utilized, but the draft angle and the transition radius on the impeller hub inner surface of the extrusion mould cavity should be increased for the difficulty of forming.
ЎЎЎЎ2) With the increase of the extrusion speed, the total heat loss by heat conduction decreased, the temperature difference in the extruded part reduced gradually, the temperature distribution of the extruded part was more uniform, and the equivalent stress also gradually decreased. But the reduction degree of the temperature difference and the equivalent stress went down with increase of the extrusion speed.
ЎЎЎЎ3) With the increase of the extrusion speed, the load of the extrusion mould first decreased and then increased, and reached the minimum when the extrusion speed was 15mm/s. Therefore, when the billet preheat temperature was 1200Ўж, the reasonable extrusion speed was 15mm/s.
ЎЎЎЎ4) When the thickness of LZ layer was 200um and 8YSZ layer thickness was 100um, the near surface temperature of the extrusion mould where the contact time of the mould and the billet was the longest, reduced by 75Ўж, and the lowest temperature of the billet increased by 58Ўж. It showed that the DCL LZ/8YSZ thermal barrier coating had a good thermal insulation effect in the hot extrusion process.
ЎЎЎЎ5) A prediction correction method based on the combination forecasting model was proposed for the TMDT2-41 thermocouple to correct the measurement hysteresis of the thermocouple, the experimental results showed that the response time of the thermocouple was reduced by 32%, the correction effect was good.
ЎЎЎЎKeywords: Stainless steel impeller; Hot extrusion; Thermal barrier coating; Thermal insulation propertyЈ»FEM numerical simulation
ЎЎЎЎІ»дPд“И~ЭҶКЗұЎұЪҸНлsЗъГжБгјюЈ¬ТСҸV·ә‘ӘУГУЪ№ӨҳI(yЁЁ)Л®ұГЎўНЁпL(fЁҘng)№ЬөАөИФOӮдЙПЈ¬И~ЭҶҷCРөФЪ№ӨЧч•r(shЁӘ)•ю(huЁ¬ )УцөҪёч·N№КХПЈ¬ЧоҮАЦШ•r(shЁӘ)•ю(huЁ¬ )°l(fЁЎ)ЙъИ~ЭҶИ~Ж¬”аБСпwіцөД¬FПуЎЈИ~ЭҶҷCРөіц¬FөД№КХПЦРЈ¬И~Ж¬өД№КХПВКХјөҪ 65%ТФЙПЈ¬ТтҙЛМбёЯИ~ЭҶөДХыуwҷCРөРФДЬ·ЗіЈЦШТӘЎЈд“Щ|(zhЁ¬)И~ЭҶІЙУГөДӮчҪyјУ№Ө·Ҫ·ЁУРЙ°РНиTФмЎў·Ц¶ОДЈүәФЩәёәПөИЈ¬ЖдЦРиTФміЙРО№ӨЛҮ№ӨРт·ұ¶аЈ¬иTјюЩ|(zhЁ¬)БҝІ»үт·Җ¶ЁЈ¬ИЭТЧ®a(chЁЈn)Йъ¶а·NИұПЭЈ¬иTФмјюөДҷCРөРФДЬТІЯhөНУЪе‘јюЈ»ІЙУГд“°еЗРПчјУ№Ө/·Ц¶ОДЈүәФЩәёәПөД·Ҫ·ЁЈ¬ҷCјУ№ӨБҝҙуЈ¬Р§ВКПаҢҰЭ^өНЈ¬УЙУЪәёҪУ•r(shЁӘ)лyТФҝШЦЖУГБПЈ¬ЦВК№ХыуwИ~ЭҶөДЭSҢҰ·Q(chЁҘng)РФлyТФұЈЧCЈ¬ЦЖФмҫ«¶ИЎўәёҝpөДҪMҝ—РФДЬІ»ёЯЈ¬И~ЭҶүЫГьТІлyТФұЈЧCЎЈТтҙЛЈ¬РиТӘТ»·NРВөДіЙРО·Ҫ·ЁҒн(lЁўi)ЦЖФміцЩ|(zhЁ¬)БҝёьјУ·Җ¶ЁөДИ~ЭҶЎЈ
ЎЎЎЎ”DүәКЗТ»·NЛЬРФіЙРО№ӨЛҮЈ¬ҝЙјУ№ӨЧғРОБҝҙуЎўРО оҸНлsЗТҫ«¶ИТӘЗуЭ^ёЯөДБгјюЈ¬НЁЯ^(guЁ°)Ф“№ӨЛҮҝЙТФҙуЕъБҝЎўөНіЙұҫөШҢўБҰҢW(xuЁҰ)РФДЬБјәГөДҪрҢЩФӯІДБПЦЖФміЙҸНлsЎўҫ«ГЬЎўҝЙЦұҪУУГУЪСbЕдөДБгјюЎЈ”DүәіЙРОјјРg(shЁҙ)КЗУРЙ«ҪрҢЩЎўд“иFІДБПЙъ®a(chЁЈn)ЕcБгјюіЙРОөДЦчТӘјУ№Ө·Ҫ·ЁЦ®Т»Ј¬ФЪ¬Fҙъ№ӨҳI(yЁЁ)Йъ®a(chЁЈn)ЦР”DүәіЙРОөДЧчУГИХТжЦШТӘЎЈ304 І»дPд“ІДБПҫЯУРБјәГөДДНОgРФЎўДНҹбРФәНөНңШҸҠ¶ИЈ¬ҷCРөРФДЬЭ^әГЈ¬ДЬЯm‘ӘЛ®ПВ»тіұқсөVҫ®ЦРөД№ӨЧчЈ¬ө«Ф“ІДБПФЪңШ¶ИЭ^өНөДЗйӣrПВіЙРОлy¶ИҙуЈ¬һйМбёЯІДБПөДЛЬРФЈ¬ҪөөНЧғРОҝ№БҰЈ¬ЯxУГҹб”DүәјјРg(shЁҙ)Ғн(lЁўi)іЙРО 304 І»дPд“И~ЭҶЎЈ
ЎЎЎЎҹб”DүәДЈҫЯФЪ№ӨЧчЯ^(guЁ°)іМЦРЈ¬РиТӘіРКЬ·ЗіЈҙуөДҹбЭdәЙЈ¬ДЈҫЯөДңШ¶Ијұ„ЎЙПЙэТЧФміЙұнГжІДБПЬӣ»ҜЧғРОЈ¬Ң§ЦВДЈҫЯК§Р§¶шҲуҸUЈ¬ҪoЙъ®a(chЁЈn)іЙұҫәНЙъ®a(chЁЈn)ҶОО»өДҪӣ(jЁ©ng)қъР§ТжҺ§Ғн(lЁўi)БЛ·ЗіЈҙуөДУ°н‘Ј¬МбёЯДЈҫЯК№УГүЫГьіЙБЛҪөөН№ӨҳI(yЁЁ)іЙұҫөДЦШТӘНҫҸҪЎЈлSЦш(zhЁҙ)ұнГж№ӨіМјјРg(shЁҙ)өД°l(fЁЎ)Х№Ј¬РВРНІДБПөДәПіЙј°ІДБПРФДЬөДЯM(jЁ¬n)Т»ІҪМбёЯЈ¬ДЈҫЯұнГжёДРФјјРg(shЁҙ)ТІИЎөГБЛЭ^ҙуЯM(jЁ¬n)ІҪЎЈҹбХПНҝҢУІДБПУЙУЪЖдДНёҜОgРФәГЎўёЯңШ·Җ¶ЁРФәГЎўҹбӮчҢ§ВКөНөИғһ(yЁӯu)ьc(diЁЈn)Ј¬ДЬУРР§ҪөөН»щуwөДұнГжңШ¶ИЈ¬·АЦ№»щуwІДБПёЯңШСх»ҜЈ¬ТтҙЛҝЙІЙУГҹбХПНҝҢУјјРg(shЁҙ)ҢҰДЈҫЯ»щуwЯM(jЁ¬n)РРұнГжёДРФМҺАнЎЈ
ЎЎЎЎ”DүәКЗҢўоAПИЦЖӮдөДЕчБП·ЕИлДЈҫЯРНЗ»ғИЈ¬ФЪҸҠҙуөДүәБҰәНТ»¶ЁөДЛЩ¶ИЧчУГПВЈ¬ЖИК№ҪрҢЩІДБПФЪИэПтІ»өИүә‘ӘБҰ о‘B(tЁӨi)ПВ°l(fЁЎ)ЙъРОЧғЈ¬«@өГЛщРиРО оЎўіЯҙзТФј°Т»¶ЁБҰҢW(xuЁҰ)РФДЬөДБгјюЎЈИэПтүә‘ӘБҰ о‘B(tЁӨi)УРАыУЪМбёЯІДБПЛЬРФЈ¬К№ФS¶алyјУ№ӨөДөНЛЬРФІДБПҝЙТФіЙРО»тй_(kЁЎi)ЕчЎЈ”Dүә•r(shЁӘ)ІДБПөДЧғРОБҝәЬҙуЈ¬ҝЙТФЧцөҪТ»ҙО”DүәіЙРОЎЈЕcЖдЛыјУ№Ө·Ҫ·ЁПаұИЈ¬”DүәДЈҫЯЦЖФмИЭТЧЈ¬ёь“QәҶ(jiЁЈn)ҶОЈ¬ұгУЪЙъ®a(chЁЈn)РЎЕъБҝ¶аЖ··NөД®a(chЁЈn)Ж·әНҸНлs”аГжөД№ӨјюЎЈ
ЎЎЎЎФзФЪ 1797 ДкҫНіц¬FБЛоҗ(lЁЁi)ЛЖУЪ”DүәөДгU№ЬЦЖФм·Ҫ·ЁөДҢЈ(zhuЁЎn)АыЎЈ1894 ДкөВҮшИЛ GADick КЧПИөГөҪБЛЕPКҪ”DүәҷCөДҢЈ(zhuЁЎn)АыЈ¬УГҒн(lЁўi)”DүәьSг~өИУРЙ«ҪрҢЩЎЈ1905Ў«1915 ДкЖЪйgТСҪӣ(jЁ©ng)іц¬FБЛ 2000 ҮҚјүөДҙуРН”DүәҷCЈ¬Н¬•r(shЁӘ)й_(kЁЎi)КјІЙУГДНҹбд“ЦЖЧчДЈҫЯ[1]ЎЈДҝЗ°Ј¬”DүәЦчТӘУГУЪјУ№ӨдXЎўг~ј°ЖдәПҪрЈ¬ФЪд“ј°ПЎУРҪрҢЩјУ№ӨЦРТІөГөҪБЛ‘ӘУГЎЈ
ЎЎЎЎ”DүәіЙРОөДңШ¶И·¶ҮъәЬҸVЈ¬ёщ“юЧғРОңШ¶ИөДІ»Н¬Ј¬НЁіЈҢў”Dүә·ЦһйАд”DүәЎўңШ”DүәәНҹб”DүәЈ¬Ад”DүәһйөНУЪ»ШҸНңШ¶ИөД”DүәЈ¬ҢҰУЪҙуІҝ·ЦҪрҢЩҒн(lЁўi)Хf(shuЁӯ)Ј¬ТІЦёФЪКТңШПВөД”DүәіЙРОЈ¬Ад”DүәөДІДБПТӘЗуҫЯУРЭ^әГөДЛЬРФіЙРОДЬБҰЎўЭ^өНөДіхКјБч„У(dЁ°ng)‘ӘБҰЎўЭ^өНөДјУ№ӨУІ»ҜДЬБҰЈ¬ИзЦРөНМјд“ЎўөНәПҪрд“өИЈ¬НЁіЈҝ№АӯҸҠ¶ИІ»і¬Я^(guЁ°) 560N/mm2өДд“ҫЯУРПаҢҰЭ^әГөДАд”DүәЯmУГРФЈ¬д“иFІДБПөДАд”DүәЦчТӘУГУЪБгјюөДҪьғфіЙРОЎЈУЙУЪЧғРОңШ¶ИөНЈ¬јУ№ӨУІ»ҜЭ^Гчп@Ј¬Ад”DүәөДіМ¶ИКЬөҪБЛТ»¶ЁПЮЦЖЈ¬Т»°гЯhөНУЪПа‘ӘөДҹб”DүәөДЧғРОіМ¶ИЈ¬”DүәөДЕчБПөДРО оТІТӘЗуұMҝЙДЬәҶ(jiЁЈn)ҶОЎЈАд”DүәјјРg(shЁҙ)ҫЯУР№қјsФӯІДБПЎў®a(chЁЈn)Ж·іЯҙзҫ«¶ИёЯЎўұнГжЩ|(zhЁ¬)БҝәГЎўҸҠ¶ИёЯЎўЙъ®a(chЁЈn)Р§ВКёЯөИғһ(yЁӯu)ьc(diЁЈn)[1]ЎЈ
ЎЎЎЎәПҪріЙ·Цә¬БҝЭ^ёЯј°ҸҠ¶ИЭ^ёЯөДд“ІДНЁіЈКЗФЪёЯңШПВіЙРОөДЈ¬”DүәңШ¶ИөНУЪФЩҪYҫ§ңШ¶ИЎўёЯУЪ»ШҸНңШ¶ИөД”Dүә·Q(chЁҘng)һйңШ”DүәЈ¬ҢҰУЪ¶а”өУРЙ«ҪрҢЩј°д“иFІДБПЈ¬НЁіЈҢўёЯУЪКТңШЎўөНУЪФЩҪYҫ§ңШ¶ИөД”DүәҪy·Q(chЁҘng)һйңШ”DүәЈ¬Т»°г”DүәңШ¶ИФЪ 600-800ЎжЦ®йgЈ¬ЯmУГУЪКТңШіКҙаРФөДҪрҢЩәНёЯҸҠәПҪр[2]ЎЈЕcАд”DүәПаұИЈ¬ңШ”DүәөДҪрҢЩЧғРОҝ№БҰөНЈ¬ҪрҢЩөДҝЙіЙРОРФМбёЯЈ¬АыУЪіЙРОРО оҸНлsөДБгІҝјюЈ»ЧғРОБҝҙуЈ¬ҝЙТФіЙРОАд”DүәлyТФіЙРОөДЭ^ёЯҸҠ¶ИөДд“Ј¬Н¬өИ—lјюПВңШ”DүәҝЙТФ«@өГёьҙуөДЧғРОіМ¶ИЈ»ДЈҫЯөДДҘ“pңpЭpЈ¬үЫГьөГөҪУРР§өШМбёЯЎЈҢҰУЪңШ”Dүә¶шСФЈ¬ңШ¶ИКЗУ°н‘іЙРОөДЦШТӘТтЛШЈ¬Т»·ҪГжлSЦш(zhЁҙ)ңШ¶ИөДЙэёЯЈ¬ІДБПөДЧғРОҝ№БҰҪөөНЈ¬ҝЙіЙРОРФМбёЯЈ¬ө«”Dүә®a(chЁЈn)Ж·өДҸҠ¶ИЎўіЯҙзҫ«¶ИЎўұнГжЩ|(zhЁ¬)БҝПВҪөЈ»БнТ»·ҪГжІҝ·ЦҪрҢЩҙжФЪөНңШЛ{ҙа¬FПуЈ¬ИзЬӣд“Ј¬ЦЖјsБЛ”DүәңШ¶ИөДЯx“с…^йgЎЈЕcЬӣд“І»Н¬өДКЗІ»дPд“ӣ](mЁҰi)УРГчп@өДЛ{ҙа¬FПуЈ¬ө«УЙҲD 1.1 ҝЙЦӘЈ¬ФЪөНУЪ800-1000ЎжөДңШ¶И·¶ҮъғИЈ¬ЖдЛЬРФұИКТңШІо[3]Ј¬ТтҙЛІ»ЯmәПңШ”DүәіЙРОЎЈ
ЎЎЎЎҹб”DүәКЗФЪФЩҪYҫ§ңШ¶ИТФЙПөДңШ¶И—lјюПВЯM(jЁ¬n)РРөД”DүәіЙРОЈ¬ҹб”Dүә·Ҫ·ЁКЗҸД”DүәУРЙ«ҪрҢЩй_(kЁЎi)КјөДЈ¬ө«лSЦш(zhЁҙ)№ӨҳI(yЁЁ)јјРg(shЁҙ)өДІ»”а°l(fЁЎ)Х№Ј¬әЪЙ«ҪрҢЩөД”DүәјјРg(shЁҙ)ТІКЬөҪБЛЦШТ•ЎЈ
ЎЎЎЎЕcАд”DүәіЙРОПаұИЈ¬УЙУЪҹбіЙРОңШ¶ИёЯЈ¬ҪрҢЩЛЬРФМбёЯЈ¬ЧғРОҝ№БҰңpРЎЈ¬ҝЙТФ”DүәҸҠ¶ИЭ^ёЯЎў”Dүә”аГжРО оҸНлsЎўіЯҙзЭ^ҙуөДБгІҝјюЈ¬Йъ®a(chЁЈn)·Ҫ·ЁТІұИЭ^м`»оЎЈө«ФЪҗәБУөД”Dүәӯh(huЁўn)ҫіПВЈ¬ИзёЯңШёЯүәөИЈ¬•ю(huЁ¬ )УРСх»ҜГ“МјөИ¬FПуҙжФЪЈ¬ІДБПөДАыУГВКПаҢҰЭ^өНЈ¬ДЈҫЯөДДҘ“pұИЭ^ҮАЦШЈ¬ТтҙЛҢҰДЈҫЯІДБПөДДНҹбДҘ“pЎўДНҹбЖЈ„ЪЎўјtУІРФ·ҪГжөДТӘЗуәЬ?chЁҘ)АёсЎ?/p>
304І»дPд“ДЈҫЯұнГжНҝҢУёфҹбРФДЬЈә
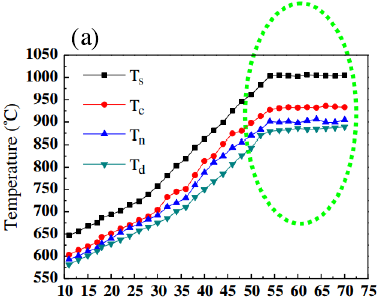
НҝҢУұнГжңШ¶И 1000Ўж
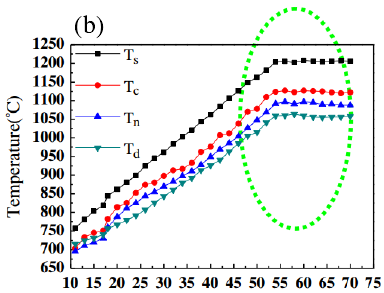
НҝҢУұнГжңШ¶И 1200Ўж
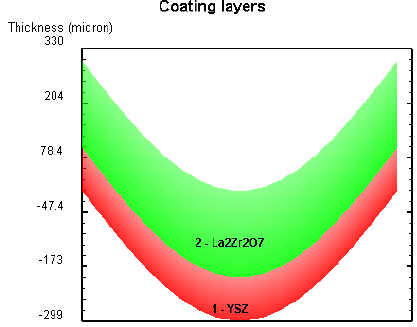
ДЈҫЯНҝҢУјУЭdҲD
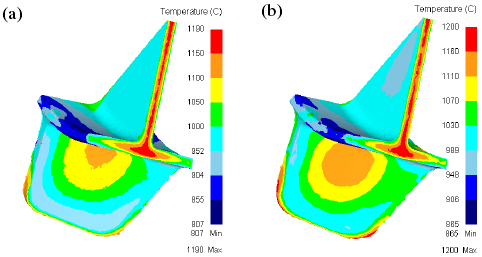
”DүәјюңШ¶ИҲц(chЁЈng)Ј¬(a)ҹo(wЁІ)НҝҢУЈ¬(b)УРНҝҢУ
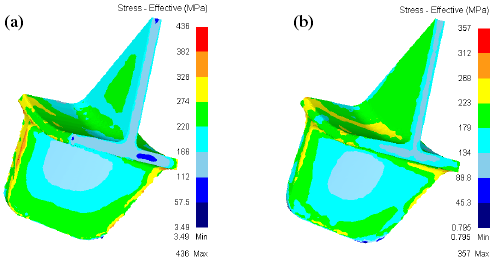
”DүәјюөИР§‘ӘБҰҲц(chЁЈng)Ј¬ЈЁaЈ©ҹo(wЁІ)НҝҢУЈ¬ЈЁbЈ©УРНҝҢУ
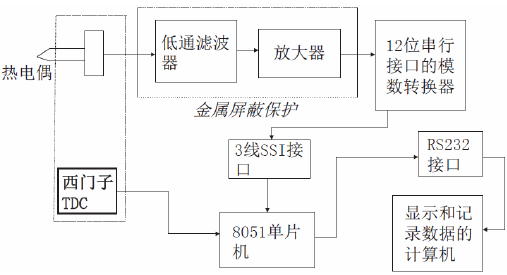
ңyБҝПөҪyҝтҲD
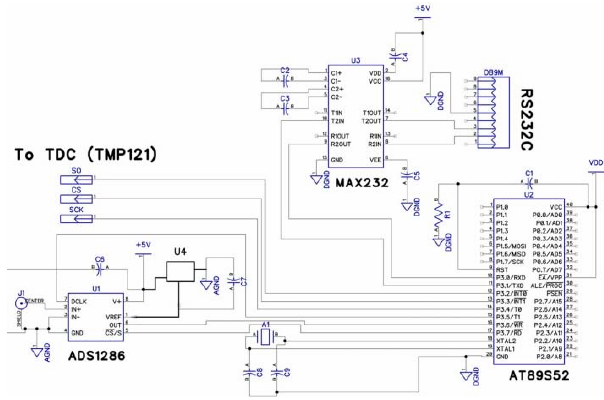
”өЧЦлҠВ·ФӯАнҲD
Дҝ дӣ
ЎЎЎЎХӘ ТӘ
ЎЎЎЎAbstract
ЎЎЎЎөЪ 1 ХВ ҫw Х“
ЎЎЎЎЎЎЎЎ1.1 ТэСФ
ЎЎЎЎЎЎЎЎ1.2 ҹб”DүәјјРg(shЁҙ)
ЎЎЎЎЎЎЎЎЎЎЎЎ1.2.1 ”DүәіЙРО·Цоҗ(lЁЁi)
ЎЎЎЎЎЎЎЎЎЎЎЎ1.2.2 ҹб”DүәјјРg(shЁҙ)МШьc(diЁЈn)
ЎЎЎЎЎЎЎЎЎЎЎЎ1.2.3 ҹб”DүәјјРg(shЁҙ)өД°l(fЁЎ)Х№
ЎЎЎЎЎЎЎЎ1.3 ҹбХПНҝҢУјјРg(shЁҙ)
ЎЎЎЎЎЎЎЎЎЎЎЎ1.3.1 ҹбХПНҝҢУөДЧчУГ
ЎЎЎЎЎЎЎЎЎЎЎЎ1.3.2 ҹбХПНҝҢУІДБПј°ЦЖӮд·Ҫ·Ё
ЎЎЎЎЎЎЎЎЎЎЎЎ1.3.3 ҹбХПНҝҢУөДК§Р§ҷCАн
ЎЎЎЎЎЎЎЎЎЎЎЎ1.3.4 ҹбХПНҝҢУФЪДЈҫЯЙПөД‘ӘУГ
ЎЎЎЎЎЎЎЎЎЎЎЎ1.3.5 ҹблҠЕјңyңШјјРg(shЁҙ)
ЎЎЎЎЎЎЎЎ1.4 УРПЮФӘДЈ”MјјРg(shЁҙ)
ЎЎЎЎЎЎЎЎ1.5 Х“ОДөДСРҫҝТвБxЕcғИИЭ
ЎЎЎЎЎЎЎЎЎЎЎЎ1.5.1 ұҫОДөДСРҫҝТвБx
ЎЎЎЎЎЎЎЎЎЎЎЎ1.5.2 ұҫОДөДСРҫҝ?jЁ¬)ИИ?br />
ЎЎЎЎөЪ 2 ХВ ҹб”DүәіЙРОУРПЮФӘДЈ”M»щұҫАнХ“ј°Ьӣјю
ЎЎЎЎЎЎЎЎ2.1 „ӮЈЁХіЈ©ЛЬРФУРПЮФӘ·ЁәҶ(jiЁЈn)Ҫй
ЎЎЎЎЎЎЎЎЎЎЎЎ2.1.1 „ӮЛЬРФІДБПөДЯ…ЦөҶ–(wЁЁn)о}
ЎЎЎЎЎЎЎЎЎЎЎЎ2.1.2 „ӮХіЛЬРФІДБПөДЧғ·ЦФӯАн
ЎЎЎЎЎЎЎЎ2.2 ҹбБҰсоәП·ЦОцөДУРПЮФӘ·Ё
ЎЎЎЎЎЎЎЎЎЎЎЎ2.2.1 ҹбӮчҢ§Ҷ–(wЁЁn)о}өД»щұҫ·ҪіМ
ЎЎЎЎЎЎЎЎЎЎЎЎ2.2.2 ЧғРОәНӮчҹбөДсоәП·ЦОц
ЎЎЎЎЎЎЎЎ2.3 DEFORM әҶ(jiЁЈn)Ҫй
ЎЎЎЎЎЎЎЎЎЎЎЎ2.3.1 DEFORMөДМШьc(diЁЈn)әН№ҰДЬ
ЎЎЎЎЎЎЎЎЎЎЎЎ2.3.2 DEFORMөДДЈүKҪYҳӢ
ЎЎЎЎЎЎЎЎ2.4 ұҫХВРЎҪY
ЎЎЎЎөЪ 3 ХВ ҹб”DүәіЙРОЯ^(guЁ°)іМ”өЦөДЈ”M
ЎЎЎЎЎЎЎЎ3.1 ҹб”Dүә№ӨЛҮ
ЎЎЎЎЎЎЎЎЎЎЎЎ3.1.1 ”Dүә·Ҫ·ЁөДҙ_¶Ё
ЎЎЎЎЎЎЎЎЎЎЎЎ3.1.2 ҹб”DүәДЈҫЯ
ЎЎЎЎЎЎЎЎЎЎЎЎ3.1.3 ЕчБПіЯҙз
ЎЎЎЎЎЎЎЎЎЎЎЎ3.1.4 ЕчБПЎўДЈҫЯоAҹбңШ¶ИәНДЈҫЯ”DүәЛЩ¶И
ЎЎЎЎЎЎЎЎ3.2 304 І»дPд“И~ЭҶҹб”DүәіЙРОУРПЮФӘҪЁДЈ
ЎЎЎЎЎЎЎЎ3.3 ҹб”DүәДЈҫЯҪYҳӢғһ(yЁӯu)»Ҝ
ЎЎЎЎЎЎЎЎ3.4 304 І»дPд“ҹб”Dүә№ӨЛҮДЈ”MҪY№ы·ЦОц
ЎЎЎЎЎЎЎЎЎЎЎЎ3.4.1 ңШ¶ИҲц(chЁЈng)·ЦОц
ЎЎЎЎЎЎЎЎЎЎЎЎ3.4.2 өИР§‘ӘБҰҲц(chЁЈng)·ЦОц
ЎЎЎЎЎЎЎЎЎЎЎЎ3.4.3 ЭdәЙ·ЦОц
ЎЎЎЎЎЎЎЎ3.5 ұҫХВРЎҪY
ЎЎЎЎөЪ 4 ХВ ДЈҫЯұнГжҹбХПНҝҢУөДёфҹбРФДЬј°ҹблҠЕјңюәуРЈХэ
ЎЎЎЎЎЎЎЎ4.1 ҹбХПНҝҢУөДҪYҳӢ
ЎЎЎЎЎЎЎЎ4.2 ДЈҫЯұнГжҹбХПНҝҢУІДБПөДЯx“сәНҪYҳӢФOУӢ
ЎЎЎЎЎЎЎЎ4.3 УРПЮФӘ·ЦОцДЈҫЯұнГжҹбХПНҝҢУөДёфҹбР§№ы
ЎЎЎЎЎЎЎЎЎЎЎЎ4.3.1 ДЈҫЯНҝҢУУРПЮФӘҪЁДЈ
ЎЎЎЎЎЎЎЎЎЎЎЎ4.3.2 ДЈ”MҪY№ы·ЦОц
ЎЎЎЎЎЎЎЎ4.4 ҹблҠЕјРЈХэөДҢҚ(shЁӘ)тһСРҫҝ
ЎЎЎЎЎЎЎЎЎЎЎЎ4.4.1 Ҷ–(wЁЁn)о}ГиКцЕcПөҪyҪЁДЈ
ЎЎЎЎЎЎЎЎЎЎЎЎ4.4.2 ҪMәПоAңyДЈРН
ЎЎЎЎЎЎЎЎЎЎЎЎ4.4.3 ҢҚ(shЁӘ)тһ
ЎЎЎЎЎЎЎЎ4.5 ұҫХВРЎҪY
ЎЎЎЎөЪ 5 ХВ ҪYХ“ЕcХ№Ны
ЎЎЎЎЎЎЎЎ5.1 ҪYХ“
ЎЎЎЎЎЎЎЎ5.2 Х№Ны
ЎЎЎЎ…ўҝјОД«I
ЎЎЎЎЦВЦx
ЈЁИзДъРиТӘІйҝҙұҫЖӘ®…ҳI(yЁЁ)ФOУӢИ«ОДЈ¬ХҲДъВ“(liЁўn)ПөҝН·юЛчИЎЈ©