24小時(shí)論文定制熱線(xiàn)
24小時(shí)論文定制熱線(xiàn)
摘要
TIG傳由于其煙接質(zhì)量好,輝縫成型美觀(guān)等優(yōu)點(diǎn)廣泛應用于化工、能源設備、船舶、軌道交通、航空航天等高精尖制造領(lǐng)域。在輝接過(guò)程中,電弧長(cháng)度的變化會(huì )導致工件出現未焰合或揮穿現象,為保證烤接質(zhì)量,需要引入TIG弧長(cháng)跟蹤系統。
在查閱弧長(cháng)控制資料的基礎上,分析了 TIG弧長(cháng)控制存在的問(wèn)題,現有TIG弧長(cháng)跟蹤系統中存在高頻高壓的干擾和動(dòng)態(tài)響應速度慢以及成本較高的問(wèn)題,提出了以單片機為控制核心,設計新型的TIG弧長(cháng)跟蹤系統解決這些問(wèn)題的方案,并對該方案開(kāi)展了系統設計與相關(guān)試驗工作。
(1)通過(guò)揮接試驗,測試了不同揮接工藝下弧壓、電流和弧長(cháng)參數,繪制了弧壓、電流和弧長(cháng)3者關(guān)系曲線(xiàn),分析了三者的關(guān)系。
(2)利用已應用于市場(chǎng)的TIG揮弧長(cháng)跟蹤器,通過(guò)試驗測試了其跟蹤精度和動(dòng)態(tài)響應速度,并查閱相關(guān)文獻確定了新系統設計的目標。
(3)STC12C5A60S2單片機為控制核心,設計了弧壓釆樣電路、電流釆樣電路、單片機檢測與控制小系統和弧長(cháng)調節電機驅動(dòng)電路等弧長(cháng)跟蹤控制系統硬件。
(4)在硬件設計基礎上編制了弧長(cháng)控制軟件,包括弧壓、電流和弧壓設定值的采集程序,弧長(cháng)控制算法程序以及PWM控制信號生成程序。
在設計制作的基礎上,進(jìn)行了弧長(cháng)跟蹤試驗,確定了基于比例+微分調節的弧長(cháng)控制算法的相關(guān)控制參數,通過(guò)揮接試驗表明:(1)單片機PWM控制信號頻率影響直流電機的帶載能力、跟蹤精度和動(dòng)態(tài)響應速度,帶載能力與動(dòng)態(tài)響應速度之間存在矛盾,不可同時(shí)提高,經(jīng)反復調試確定了最佳PWM控制信號頻率;(2)采用所設計釆樣電路在TIG燥引弧時(shí)能有效保護后級電路,在燥機的整個(gè)運行過(guò)程中,起弧,正常輝接和斷弧都能夠正常工作;(3)系統能很好的實(shí)現TIG偉的弧長(cháng)跟蹤,動(dòng)態(tài)響應度快、調節精度高,且系統成本低、工作性能穩定可靠。
關(guān)鍵詞:TIG輝;弧長(cháng)跟蹤;弧長(cháng)控制算法;高頻高壓;動(dòng)態(tài)響應
Abstract
TIG is widely used in chemical industry, energy equipment, marine, rail transportation, aerospace and other high-tech manufacturing field for its advantages of good welding quality and beautiful welding seam. In the process of welding, the change of arc length can lead to welding defects such as the not fusion or penetration phenomenon, in order to ensure the welding quality, there is need to use the TIG arc length tracing system.
The paper analyzes the problems in the process of TIG arc length trace control on the foundation of the papers about the arc lengthcontrol. In view of the problems about the slow dynamic response and the high frequency and the high expense and thehighvoltageduring TIG arc length tracing process,the paper designs hardware and software o f arc length tracking system based on SCM,and carry out the relevant tests.
(1)Thepaper analyzes the relationship between the Voltage,arc current and arc length and draw the picture about the curve based on the dates of the welding test.
(2)Thepaper tests the tracking precision anddynamic response speed of the TIG arc tracker which has been applied in the market, and determine the new system design objectives.
(3)Thepaper designs hardware of arc length tracking system based on SCM of STC12C 5A60S2. The hardware includes arc voltage sampling circuit, SCM detection and control sys tern, and drive circuit of arc length control motor.
(4)Thepaper designs software of arc length tracking system based on hardware.The soft: ware includes the the acquisition process of the arc voltage,current and arc voltage of the set , the control algoriihm of the arc length and the generating program of PWM control signal.
The paper determines the relevant control parameters ofcontrol algorithm of PD based on thearc length tracing test.The welding experiments show that:(l)The signal frequency about the PWM of the microcontroller duringthe arc length tracing influences the loadcapacity, tracking precision and dynamic response speed of DC motor. The contradiction between the load capacityand dynamic response speedcan not be increased at the same time, then the paper determines the best frequency of the PWM control signalafter lots of tests;(2)The design of sampling circuit in TIG welding arc can effectively protect the circuit during the process of arc length tracing. The system works well during the arcbreaking;(3)The system can be a very good implementation of TIG welding arc length tra eking, and the control system can overcome the influence of high frequency during arc strike ,and the system has the advantages of fast dynamic response, high controlling precision, and stable and reliable working performance.
Keywords:TIG welding; arc tracking; control algorithm of the arc length ; high frequency; dynamic response
捍接是現在工業(yè)制造技術(shù)的重要組成部分,而TIG傳由于其爆接質(zhì)量好,輝縫成型美觀(guān)等優(yōu)點(diǎn)廣泛應用于化工、能源設備、船舶、軌道交通、航空航天等高精尖制造領(lǐng)域。目前,K-TIG (鎖孔TIG焊)的成功應用更是以其煌接生產(chǎn)效率高、質(zhì)量好、低成本等優(yōu)點(diǎn)大大擴展了 TIG燥的應用范圍。
在TIG煌中,揮接電源一般采用陸降外特性,燥接電流的恒定通過(guò)電源的特性得到了保障,但偉接接頭的質(zhì)量除與電流有關(guān)外,還與爆接弧長(cháng)有非常重要的關(guān)系。在揮接過(guò)程中,由于工件表面不平整、工件的特殊外形或者揮槍移動(dòng)不穩定均有可能改變弧長(cháng),致使揮接熱量輸入及工件表面熱量分布發(fā)生變化,導致工件出現傳接缺陷如未溶合或輝穿現象,如此降低了爆接質(zhì)量。因此在一些對揮接接頭質(zhì)量要求較髙的場(chǎng)合,如軍工、航天、軌道交通、能源設備等,在煌接過(guò)程中需要對輝接弧長(cháng)進(jìn)行精確控制,而傳接弧長(cháng)在揮接電流、保護氣體流量、鶴極直徑和尖端錐度一定的條件下,同電弧電壓之間有很好的線(xiàn)性關(guān)系,因此,弧長(cháng)的控制往往轉化為弧壓的檢測與控制對于TIG弧長(cháng)跟蹤有幾個(gè)方面的問(wèn)題一直是研究人員努力去解決與提高的:引弧時(shí)產(chǎn)生的高頻高壓對弧長(cháng)控制系統的影響;弧長(cháng)跟蹤的精度和動(dòng)態(tài)響應速度;弧長(cháng)跟蹤系統的成本。為此,針對TIG傳的弧長(cháng)跟蹤的這些問(wèn)題進(jìn)行了研究工作。
Tungsten Inert Gas Welding簡(jiǎn)稱(chēng)TIG燥,又稱(chēng)非擦化極惰性氣體鶴極保護焊,屬于氣體保護輝。氣保輝是以一些特定的氣體為保護介質(zhì),把輝接高溫區與空氣隔離,從而實(shí)現保護燥接區域的一種電弧煌方法。氣體保護燥的優(yōu)點(diǎn)在于烙池和電弧可見(jiàn),工作人員操作方便;溶澄幾乎沒(méi)有或培漁的量較少,彈后一般不需要進(jìn)行清澄。然而氣保燥也有自身的缺陷,在戶(hù)外焊接時(shí)一般要有很好的防風(fēng)措施來(lái)保證揮接質(zhì)量。
TIG揮的特點(diǎn)如下:
(1)氬氣本身不參加反應,又不溶于溶池,氣流可以有效隔絕空氣,保護可靠,冶金反應簡(jiǎn)單,可傳金屬多,易于控制,煙接品質(zhì)高。
(2)小電流燒接時(shí)TIG燥的電弧燃燒穩定,煙接的熱輸入較小,適用于一些其他常規揮接方法不能爆接的薄板或超薄板。擇絲的溶化依靠電弧的熱量而穩定溶化過(guò)渡,基本沒(méi)有飛濺,揮縫成形好。
(3)交流具有陰極霧化作用,適用母材范圍廣,包括一些活撥金屬,適煌位置靈活。
(4)鶴電極承載電流能力有限,太大的輝接電流會(huì )使鶴電極溫度太高而溶化甚至蒸發(fā),培化和蒸發(fā)的鶴可能進(jìn)入到溶池而引起夾鶴,因此TIG得揮接效率比較低,培深淺,溶敷率小。
TIG弧長(cháng)跟蹤系統研究:
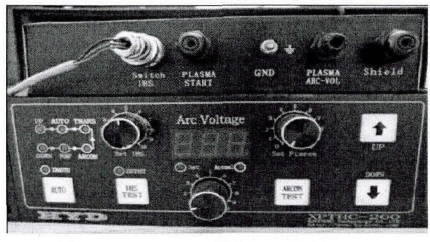
XPTHC-200弧壓高度控制器實(shí)物圖
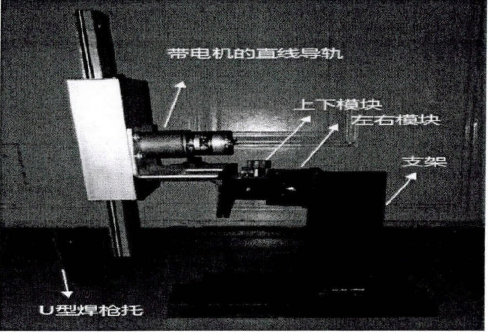
弧長(cháng)調節執行機構
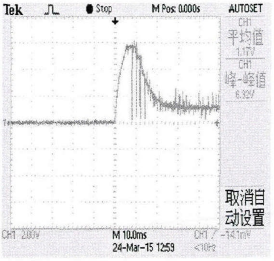
直流引弧電壓曲線(xiàn)
交流引弧電壓曲線(xiàn)
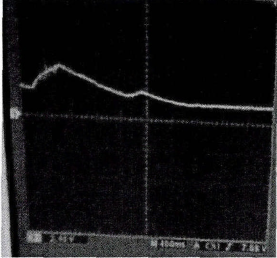
交流弧壓曲線(xiàn)
目錄
第1章 緒論
1.1 課題研究背景
1.2 TIG燥接簡(jiǎn)介
1.2.1 TIG得接原理及特點(diǎn)
1.2.2 TIG燥工藝規范簡(jiǎn)介
1.2.3 TIG煌的發(fā)展
1.3 弧長(cháng)跟蹤系統研究現狀
1.3.1 煉化極電弧輝弧長(cháng)控制系統研究現狀
1.3.2 非培化極電弧燥弧長(cháng)跟蹤系統研究現狀
1.4 本課題的主要研究?jì)热?br />
第2章 弧長(cháng)跟蹤系統硬件設計
2.1 電弧電壓-電流-弧長(cháng)關(guān)系測試與分析
2.2 某市售弧長(cháng)跟蹤器性能測試
2.3 系統硬件設計
2.3.1 系統總體框架結構
2.3.2 基于單片機的弧壓信號采集和處理電路
2.4 弧長(cháng)跟蹤系統執行機構及驅動(dòng)電路設計
2.4.1 執行機構設計
2.4.2 電機驅動(dòng)電路設計
2.5 供電模塊設計
第3章 弧長(cháng)跟蹤系統軟件設計
3.1 系統軟件工作原理
3.2 單片機A/D轉換
3.3 弧長(cháng)控制算法設計
3.4 PWM控制信號生成
3.4.1 PCA可編程計數陣列
3.4.2 PWM信號生成程序設計
第4章 弧長(cháng)跟蹤系統調試與分析
4.1 高頻高壓引弧及交流弧壓采集試驗
4.2 直流電機頻率試驗
4.3 PID控制參數確定
結論
參考文獻
攻讀碩士期間發(fā)表的論文及科研成果
(如您需要查看本篇畢業(yè)設計全文,請您聯(lián)系客服索取)