24小時(shí)論文定制熱線(xiàn)
![]()
24小時(shí)論文定制熱線(xiàn)
![]()
摘要:該文針對傳統液壓式組合機床自動(dòng)化程度不足的問(wèn)題, 在保留其原有基本結構和工作性能的基礎上, 對其液壓回路及控制系統進(jìn)行了優(yōu)化設計, 從而提高了液壓式組合機床的自動(dòng)化程度。并通過(guò)對優(yōu)化設計后的各液壓回路進(jìn)行分析和虛擬仿真測試實(shí)驗, 驗證了優(yōu)化設計后的液壓系統不但縮短了每道工序時(shí)間, 提高了整體生產(chǎn)率, 而且控制更加清晰和簡(jiǎn)單。
關(guān)鍵詞:液壓式; 組合機床; 控制系統; 液壓回路;
Abstract:Aiming at the lack of automation of traditional hydraulic combined machine tools of this paper, optimizes design of its hydraulic circuit and control system on the basis of retaining its original basic structure and working performance, so its could improve the degree of automation of hydraulic combined machine tools. And through the optimization design of the hydraulic circuit of the analysis and virtual simulation test, it is verified that the hydraulic system after optimized design not only shortens the time of each working procedure, but also improves the overall productivity, and the control is clearer and simpler.
Keyword:hydraulic type; combined machine tool; control system; hydraulic circuit;
隨著(zhù)自動(dòng)控制技術(shù)的不斷進(jìn)步與完善, 傳統組合機床自動(dòng)化程度低、生產(chǎn)效率低、生產(chǎn)成本高等問(wèn)題日益凸顯[1], 對當前加工系統進(jìn)行有效改造成為大多數制造企業(yè)的首要任務(wù)。目前, 越來(lái)越多的國內外專(zhuān)家進(jìn)行了該方面的研究:王曉瑜[2]對DU組合機床的單機液壓回轉臺控制系統的改造;龍卓群[3]對液壓成型機床控制系統的改造;日本機床研究院[4]設計的主軸自動(dòng)化控制系統, 實(shí)現了多軸控制和主軸進(jìn)給速度控制, 提高了主軸轉速和進(jìn)給速度。
這些改造和研究不同程度地提高了機床的自動(dòng)化程度和生產(chǎn)率, 降低了生產(chǎn)成本。
1、傳統液壓式組合機床的結構組成及特點(diǎn)
1.1、傳統液壓式組合機床的機械結構及應用特點(diǎn)
圖1所示的液壓式組合機床主要由滑臺、鏜削頭、夾具、多軸箱、動(dòng)力箱、立柱、后底座、側底座等組成。可用于特殊件加工;大批量、半自動(dòng)化生產(chǎn), 具有較高的加工精度。
1.2、傳統液壓式組合機床液壓控制系統分析
傳統液壓式組合機床的液壓控制系統如圖2所示, 通過(guò)該系統實(shí)現與其它組合機床滑臺類(lèi)似的縱向直線(xiàn)運動(dòng):快進(jìn)→工進(jìn)→快退→原位停止。
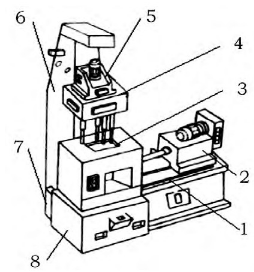
圖1 液壓式組合機床結構示意圖
滑臺、鏜削頭夾具多軸箱5-動(dòng)力箱6-立柱7-后底座8-側底座
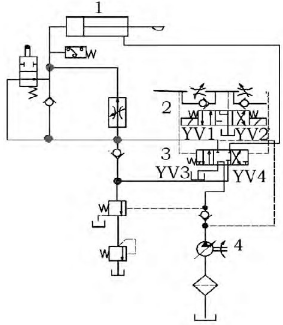
圖2 液壓式組合機床液壓控制系統圖
該液壓系統主要存在以下3個(gè)問(wèn)題:
(1) 只在零件加工過(guò)程實(shí)現了自動(dòng)化, 而在夾緊和取出兩個(gè)環(huán)節還是手工操作;
(2) 采用單液泵供油, 在機床工作中容易造成溢流損失;
(3) 當機床加工完成后, 空氣容易逆流至油箱, 造成下次加工時(shí)的振動(dòng)和噪聲。
2、組合機床液壓控制系統的優(yōu)化設計
2.1、組合機床液壓系統的總體優(yōu)化設計
為彌補傳統液壓系統自動(dòng)化程度的不足, 需要增加工件自動(dòng)定位和裝夾液控系統回路。優(yōu)化后的液控系統如圖3所示。
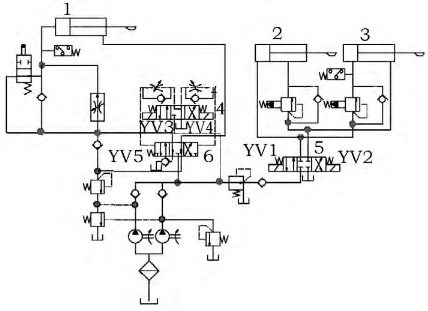
圖3 優(yōu)化后的液壓控制系統圖
優(yōu)化后的液壓式組合機床滑臺工作程序由原來(lái)的“快進(jìn)→工進(jìn)→快退→原位停止”改變?yōu)?ldquo;定位→夾緊→快進(jìn)→工進(jìn)→快退→松開(kāi)→原位停止”。相較之下, 在工件的“定位”、“夾緊”和“松開(kāi)”三個(gè)環(huán)節實(shí)現了自動(dòng)化, 不僅減少了加工輔助時(shí)間, 提高了生產(chǎn)效率, 而且還使零件加工精度得到了提高, 更能滿(mǎn)足時(shí)代對制造企業(yè)提出的要求[7]。
2.2、優(yōu)化設計后的液壓回路原理分析
1) 工件裝夾液壓回路分析
如圖4所示, 當三位四通電磁換向閥5左側YV1通電時(shí), 液壓泵供油且油液進(jìn)入工件定位缸的左側, 使得缸向右移動(dòng), 實(shí)現工件定位;當工件定位液壓缸繼續向右移動(dòng)且移動(dòng)到頂部時(shí), 由于液壓泵繼續供油, 使得油壓不斷增大且達到調壓閥7的額定值, 此時(shí)調壓閥7開(kāi)啟, 液壓油開(kāi)始進(jìn)入到工件夾緊缸3左側, 推動(dòng)工件夾緊缸向右移動(dòng), 實(shí)現工件夾緊;隨著(zhù)工件夾緊缸向右移動(dòng)至頂端, 液壓缸3左側不斷供油使得壓力不斷增大, 當油壓值達到繼電器8的額定設置值時(shí), 三位四通電磁換向閥左側YV1斷電, 電磁閥5處于中位, 從而實(shí)現工件夾緊狀態(tài)保持。
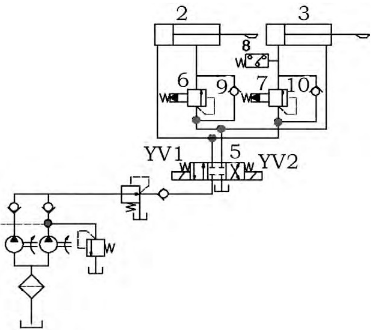
圖4 工件裝夾液壓回路圖
2-工件定位缸3-工件夾緊缸5-換向閥6、7-調壓閥8-繼電器開(kāi)關(guān)9、10-單向節流閥
2) 快進(jìn)、工進(jìn)液壓回路分析
見(jiàn)圖5, 當工件處于加緊狀態(tài)后, 三位五通電磁換向閥6左側YV5得電, 液壓泵供油經(jīng)過(guò)電磁閥6左側進(jìn)入, 再經(jīng)過(guò)調速閥11進(jìn)入滑臺, 推動(dòng)缸1向右移動(dòng), 同時(shí)缸1右側油液經(jīng)換向閥6左側繼續循環(huán)流動(dòng)進(jìn)入滑臺推缸左側, 實(shí)現差動(dòng)連接。為了防止缸1右側油液經(jīng)調壓閥14流回油箱, 調壓閥14的額定壓力值設置值一定要大于直線(xiàn)滑臺向右移動(dòng)頂端位置時(shí)缸1右側的壓力值。
同理, 當系統處于工進(jìn)狀態(tài)時(shí), 此時(shí)將調壓閥14值降低最小, 調壓閥14開(kāi)啟, 使得油液經(jīng)過(guò)滑臺推動(dòng)缸1向右移動(dòng)且缸1右側油液經(jīng)換向閥6, 最終經(jīng)調壓閥14流向油箱, 從而實(shí)現工進(jìn)。其中單向節流閥12起到順向導通, 逆向截止作用。
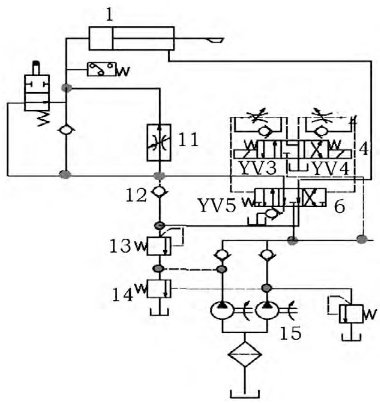
圖5 機床快進(jìn)、工進(jìn)液壓回路圖
1-滑臺推缸4、6-換向閥11-調速閥12-單向節流閥13、14-繼電器開(kāi)關(guān)15-液壓泵
3) 快退液壓回路分析
滑臺推缸工進(jìn)結束后保持靜止狀態(tài), 當達到設置的靜止時(shí)間時(shí), 換向電磁閥4、6右側YV4、YV6分別得電, 整個(gè)系統回路反向進(jìn)油, 且調壓閥14壓力值設置較高, 調壓閥處于關(guān)閉狀態(tài), 工件推缸1左右兩側形成差動(dòng)狀態(tài), 從而實(shí)現機床快退。系統回路如圖6所示。
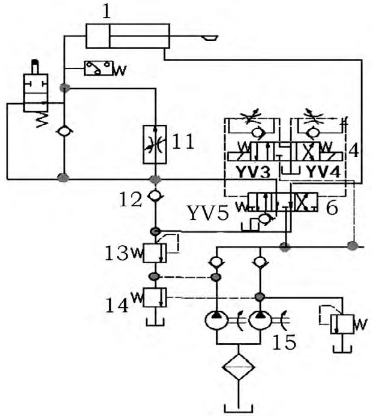
圖6 快退液壓回路圖
1-滑臺推缸4、6-換向閥11-調速閥12-單向節流閥13、14-繼電器開(kāi)關(guān)15-液壓泵
4) 停止回路分析
如圖6所示, 當組合機床滑臺退回初始位置時(shí), 由于初始位置有限位開(kāi)關(guān), 此時(shí)壓下限位開(kāi)關(guān), 三位五通電磁換向閥4、6的右側YV4、YV6同時(shí)斷電, 電磁閥4、6處于中間位置, 使得液壓泵供油無(wú)法通過(guò), 最終滑臺缸左右兩側無(wú)油進(jìn)入, 進(jìn)而使得滑臺處于初始狀態(tài)靜止。
3、液壓組合機床控制系統的優(yōu)化設計
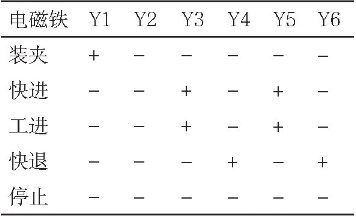
3.1、液壓系統電磁閥動(dòng)作順序分析
圖3所示優(yōu)化設計后的液壓控制系統, 應按流程實(shí)現“定位→夾緊→快進(jìn)→工進(jìn)→快退→松開(kāi)→原位停止[5-6]”等功能。整個(gè)液控回路電磁閥動(dòng)作順序見(jiàn)表1。
表1 電磁閥動(dòng)作順序表
3.2、系統PLC編程
該液壓組合機床自動(dòng)化加工控制系統選用三菱PLC進(jìn)行控制, 其I/O分配如表2所示。
表2 PLC的I/O分配表
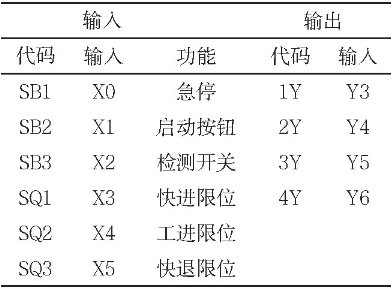
其中, 開(kāi)關(guān)SB1控制組合機床急停, SB2控制啟動(dòng), SQ1、SQ2、SQ3分別表示滑臺快進(jìn)、工進(jìn)、快退等限位開(kāi)關(guān)。系統I/O接線(xiàn)圖如圖7所示。
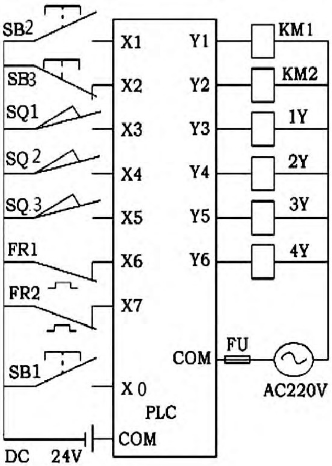
圖7 液壓組合機床I/O接線(xiàn)圖
3.3、系統控制功能流程
具體控制流程如圖8所示:包括了電機啟動(dòng)、工件定位夾緊、快速進(jìn)給、工進(jìn)、滑臺停留、快退、原位停止等[6]。
(1) 電機啟動(dòng):當初始脈沖M8002作用時(shí), 系統處于原始狀態(tài), 當給PLC發(fā)出指令時(shí), KM1、KM2線(xiàn)圈得電, 定時(shí)器T1定時(shí), 時(shí)間到, 接觸器開(kāi)關(guān)KM1、KM2閉合, 主軸電機和液壓泵電機主控線(xiàn)路接通, 電機瞬間啟動(dòng);
(2) 快進(jìn)工序:當檢測到工件時(shí), 按下檢測工件按鈕SB3, 此時(shí)工件被加緊, 夾緊后定時(shí)器T2定時(shí), 到達定時(shí)時(shí)間時(shí), PLC發(fā)出命令, 滑臺快進(jìn);
(3) 工進(jìn)工序:當滑臺在快進(jìn)的過(guò)程中壓下行程開(kāi)關(guān)SQ1時(shí), 此時(shí)PLC發(fā)出命令, 滑臺處于工進(jìn)狀態(tài);
(4) 停留工序:當主軸在工進(jìn)的過(guò)程中壓下行程開(kāi)關(guān)SQ2時(shí), 此時(shí)PLC發(fā)出命令, 滑臺處于暫停狀態(tài);
(5) 快退工序:當滑臺暫停狀態(tài)時(shí), 定時(shí)器T3開(kāi)始計時(shí), 到達指定時(shí)間后, 滑臺開(kāi)始快退, 定時(shí)器T4開(kāi)始計時(shí), 到達指定時(shí)間后, 滑臺停止。
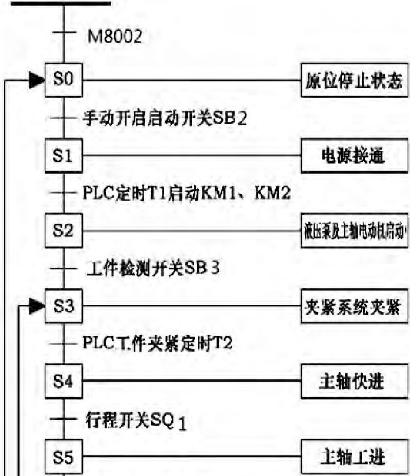
圖8 系統控制功能流程圖
4、組態(tài)實(shí)驗仿真
液壓組合機床控制系統監控建立在工業(yè)組態(tài)基礎之上:首先采用MCGS的TPC1162Hi觸摸屏作為本次試驗的監控設備, 在MCGS中建立組合機床相關(guān)變量和PLC變量, 并且將兩者變量相互建立關(guān)系;其次, 在組態(tài)軟件中建立組合機床組態(tài)界面[10]。具體過(guò)程如下:
第一, 根據軟件系統自帶的繪圖功能, 將機床組件、按鍵開(kāi)關(guān)、指示燈、液壓回路系統相關(guān)的元件及輔助元件等繪制在界面上;第二, 將每個(gè)有關(guān)聯(lián)的元件按照一定的原則進(jìn)行連接, 組成一個(gè)完整的在線(xiàn)模擬控制系統;第三步, 也是最關(guān)鍵的一步, 在線(xiàn)編程指令, 將指令輸入到系統中, 然后進(jìn)行系統測試仿真。最終, 得到系統聯(lián)機界面監測, 實(shí)驗測試數據如表3所示。
表3 液控系統回路優(yōu)化前、后仿真數據對比
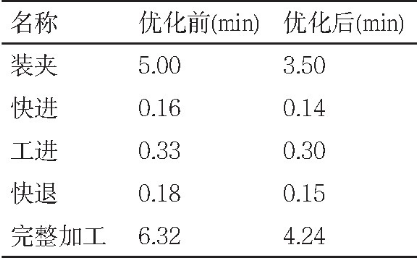
從表3仿真實(shí)驗數據可以看出, 液壓組合機床工件裝夾由傳統的手工裝夾到自動(dòng)化裝夾, 節省了時(shí)間, 而且在快進(jìn)、工進(jìn)、快退、完整加工等工序所需要的時(shí)間降低, 提高了加工效率。因此, 實(shí)驗測試數據表明, 液壓組合機床液控系統回路優(yōu)化設計合理, 提高了加工效率, 能夠滿(mǎn)足機床加工的基本生產(chǎn)要求。
5、結論
通過(guò)上述分析和實(shí)驗, 可得出以下結論;
(1) 將傳統人工手動(dòng)裝夾改為自動(dòng)化裝夾, 不僅提高了裝夾效率、節約成本, 而且還提高了裝夾精度, 保證了組合機床加工精度;
(2) 組合機床自動(dòng)化改造不僅保留了組合機床原有的基本結構和工作性能, 而且對每個(gè)液控回路工序進(jìn)行了優(yōu)化, 實(shí)現了節能自動(dòng)化加工;
(3) 組態(tài)王軟件建立虛擬仿真測試實(shí)驗, 試驗表明了液壓回路系統設計合理, 液壓回路控制更加清晰、簡(jiǎn)單。
參考文獻
[1]楊志斌.Z4116型臺式鉆床的自動(dòng)化改造及進(jìn)給系統設計[J].湖南農機, 2015, 37 (2) :28-29.
[2]王曉瑜.DU組合機床單機液壓回轉臺控制系統的PLC改造[J].煤礦機械, 2016, 6 (10) :196.
[3]龍卓群.基于PLC及HMI的液壓成型機床控制系統改造[J].煤礦機械, 2017, 38 (4) :155-157.
[4]熊順源, 萬(wàn)宇杰, 王桂森.基于PLC的臺式鉆床的自動(dòng)化改造[J].制造技術(shù)與機床, 2008, 12 (4) :136-138.
[5]張海峰, 李昌松.基于PLC的深孔鉆床變頻調速控制系統設計[J].機械管理開(kāi)發(fā), 2016, (10) :121-124.
[6]李現友.組合機床液壓系統性能分析及改造[J].機床與液壓, 2014, 42 (4) :163-164.
[7]李攀, 昌希武, 顏高彥.基板上片機的機電一體化控制系統[J].中國高新技術(shù)企業(yè), 2013, (17) :64-65.
[8]張福臣.液壓與氣動(dòng)[M].北京:機械工業(yè)出版社, 2011:117.
[9]馮作全, 王宇翔, 馬永安.PLC和觸摸屏在龍門(mén)式液壓機組控制系統中的應用[J].機床與液壓, 2016, 44 (8) :134-136.