24小時(shí)論文定制熱線(xiàn)
![]()
24小時(shí)論文定制熱線(xiàn)
![]()
在食品、飲料、日化等快速消費品領(lǐng)域, 包裝容器瓶是這些領(lǐng)域主力容器之一, 可以說(shuō)包裝瓶的設計是快速消費品包裝設計的重中之重。設計出一個(gè)好的包裝瓶成為以恒的話(huà)題, 同時(shí)瓶與蓋的尺寸設計也就成為這個(gè)話(huà)題中重要的一環(huán)。下面就會(huì )從三個(gè)方面來(lái)介紹包裝瓶與蓋尺寸設計中的技術(shù)要求和注意事項。
一、螺旋瓶與螺旋蓋的設計
螺旋瓶與螺旋蓋是在日化包裝容器中很常見(jiàn)的一種瓶與蓋, 下面會(huì )從三個(gè)方面來(lái)討論螺旋瓶與螺旋蓋設計的要點(diǎn):
(一) 螺旋瓶與蓋的關(guān)鍵尺寸
如下圖1所示, 就標示出了螺旋瓶與蓋的一些關(guān)鍵部位的尺寸。
圖中瓶口處的T、E值與對應蓋子的T、E值就是瓶與蓋配合時(shí)的兩組關(guān)鍵尺寸, 另外瓶口高度H值和蓋子的配合深度H值的大小會(huì )影響到瓶與蓋配合的間隙。
(二) 螺牙與螺紋的選擇
如下組圖2中所示為螺牙的兩種類(lèi)型 (M型與L型) 示意圖, 其中圖3中所列示分別是M型與L型圖中重要尺寸設計數據表。一般來(lái)說(shuō), M型螺紋使用比較廣泛;但是業(yè)內沒(méi)有特別明確的螺紋牙型的標準, 很多公司會(huì )有自己的設計標準。具體的螺紋牙型的選擇還是要根據內容物產(chǎn)品特性, 考慮瓶型、蓋型設計以及灌裝生產(chǎn)線(xiàn)的速度等。
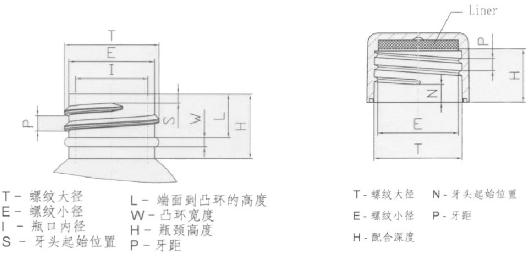
圖1 螺旋瓶與蓋的關(guān)鍵尺寸示圖
目前在國際上還是有一套使用的標準, 圖4所列示即為一套常用螺紋示圖及螺紋代碼。
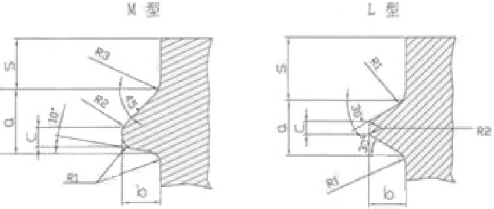
圖2 螺牙的兩種類(lèi)型 (M型與L型)
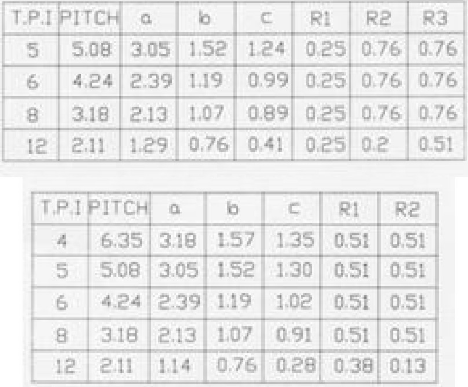
圖3 M型與L型圖中重要尺寸設計數據表
圖4 常用螺紋示圖及螺紋代碼
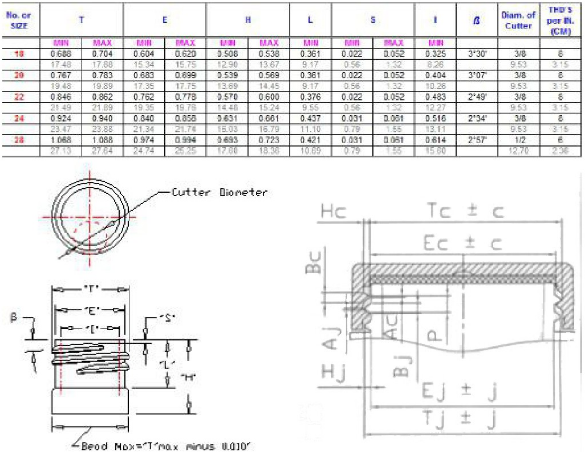
圖5 某個(gè)型號的螺紋關(guān)鍵尺寸參考列表
通常來(lái)講圖中最左側的400可視為一圈螺紋, 410則是一圈半, 415就是兩圈螺紋, 以下組圖5是某個(gè)型號的螺紋關(guān)鍵尺寸參考列表。
(三) 螺紋設計
螺紋設計中主要包括了螺紋徑向配合間隙設計、螺紋結合度以及牙型高度設計、軸向間隙配合設計、配合扭矩設計及其他一些設計要點(diǎn)。下面就針對這幾點(diǎn)展開(kāi)介紹:
1、螺紋徑向配合間隙設計
外螺紋間隙是指蓋子T與瓶子T值的差別;內螺紋間隙是蓋子E與瓶子E值的差別。螺紋配合的基本功能是配合要順暢, 為此, 要求內外螺紋的徑向配合間隙至少雙邊0.10mm, 如果產(chǎn)品螺紋部位可能會(huì )有變形或者橢圓度, 最小間隙還要考慮橢圓度的影響。
2、螺紋接合度以及牙型高度設計
螺紋接合度表示內外螺紋徑向重合部分的多少, 是指瓶子外螺紋T與蓋子內螺紋E的差別。為了確保沒(méi)有滑牙問(wèn)題, 一般至少保證接合度在雙邊0.8mm-1.0mm;強脫模時(shí)取小值, 旋脫時(shí)取大值。
3、軸向間隙配合設計
軸向配合間隙是指螺距P與瓶蓋配合后螺牙寬度的差別, 一般軸向間隙控制尺寸要大于等于0.2mm方可。對于要求定位且有限位卡扣的螺紋配合, 由于一般其螺距較大, 導致螺紋軸向配合間隙太大, 合蓋時(shí)會(huì )碰到限位卡扣。通常做法是將瓶螺紋加寬, 以減小軸向配合間隙。
4、配合扭矩設計
螺紋配合的瓶蓋, 扭矩衰退是不可避免的。業(yè)內有一些公司做過(guò)研究, 一般在一周后扭矩衰退會(huì )到達一個(gè)平穩的數值, 如下圖6所示。
如果要避免扭矩衰退, 需要考慮一些特殊的設計, 比如雙層蓋, 加鎖扣等;這在電商包裝使用上非常常見(jiàn)。
5、螺紋設計的其他要求
除上面陳述到的四個(gè)主要設計點(diǎn)之外, 還會(huì )有一些其它的螺紋設計要求, 分別如下:
為保證螺紋模具的強度, 螺紋牙頭應該距離端面至少0.3mm, 也就是說(shuō)螺牙頭起始點(diǎn)要保證至少0.3mm出開(kāi)始。
——為保證螺紋配合可靠, 螺紋配合有效圈數至少不少于1圈, 對于雙頭螺紋, 每頭不少于0.5mm。多頭螺紋平衡性比較好, 所有頭加起來(lái)配合的圈數至少保證1圈。
——當瓶頸比較小時(shí), 為消除夾邊對螺紋的影響, 可在合模線(xiàn)處把螺紋削平。
——為防止螺紋牙頭互相干涉, 內外螺紋長(cháng)度應該比實(shí)際配合長(cháng)度多出1/4圈以上。
——為有利于螺紋脫模, 在滿(mǎn)足配合要求前提下, 圈數盡可能少。
——為防止應力和脫模損傷, 螺紋牙面要有足夠倒角尺寸。
——對于A(yíng)S或者PS等硬而且脆的材料, 盡可能不設計旋脫螺紋;不可避免時(shí), 牙面盡可能淺而光滑, 不能有尖角。
——強脫只適用于PP或者PE等軟的材料, 牙高設計要滿(mǎn)足脫模要求, 牙面斜度要適當加大。
二、卡口瓶與壓蓋的設計
卡口瓶與壓蓋一般應用在使用過(guò)程中瓶與蓋很少分離的包裝設計中, 所以卡口瓶一般會(huì )與壓入式翻蓋或泵配合使用。使用者在使用過(guò)程中, 只須打開(kāi)翻蓋的上蓋或按壓泵就可以輕松地使用瓶?jì)鹊囊后w或膏體。
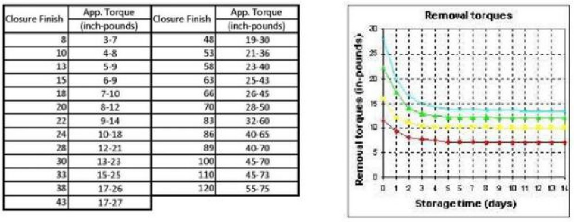
圖6
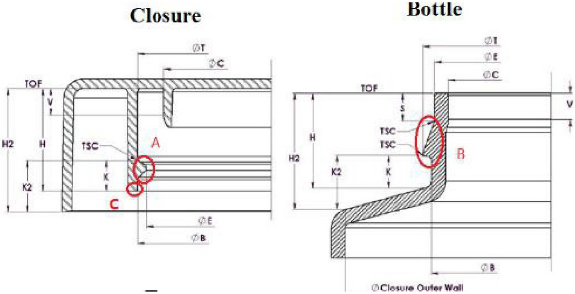
圖7
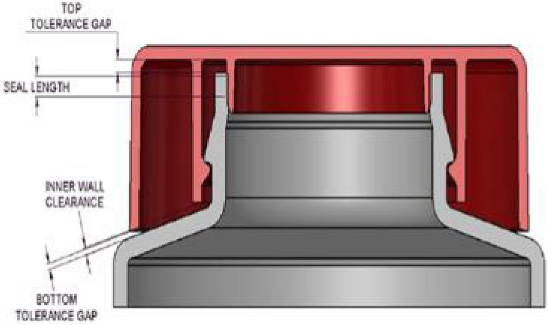
圖8
(一) 蓋與瓶裝配導向設計
卡口瓶與壓蓋設計一般要遵循壓入容易、拔出難的原則。為了滿(mǎn)足這個(gè)原則, 設計時(shí)就要考慮到合適的上蓋力與拔蓋力, 以及在裝配前要有合適的導向設計。為了確保壓蓋壓入的準確性, 即首先要確保蓋子壓入時(shí)具有良好的導向配合。如圖7為常規卡口瓶與壓蓋裝配前的示意圖, 圖8為卡口瓶與壓蓋裝配后的示意圖。一般情況下會(huì )利用圖7中蓋子A部分及瓶子B部分做導向。導向設計的原則:蓋子A部分與瓶子B部分接觸在前, 蓋子的密封環(huán)部分進(jìn)入瓶口在后, 如下圖9所示。如果蓋子的密封環(huán)在蓋子A部分與瓶子B部分接觸前進(jìn)入瓶口內, 則蓋子的密封環(huán)很容易被損壞而導致泄漏。有時(shí)也會(huì )利用蓋子A部分下面的膠位C做預導向。所以設計結構時(shí), 蓋子卡扣與瓶子卡圈位置關(guān)系設計與密封環(huán)的長(cháng)度設計要綜合一起考慮, 確保符合導向設計的原則。
(二) 上蓋力的設計
為了滿(mǎn)足上蓋容易, 拔蓋難的這個(gè)原則, 也就意味著(zhù)上蓋時(shí)蓋子的卡扣容易地導入瓶子卡圈中。影響上蓋力的因素有:
a) 蓋子卡扣與瓶子卡圈的過(guò)盈量
b) 瓶子卡圈的導向斜面斜度
c) 蓋子卡扣下部斜面斜度
蓋子卡扣與瓶子卡圈的過(guò)盈量一般可以設計為0.5mm左右, 但也要考慮到成型工藝對尺寸的影響。瓶子卡圈的導向斜面可以設計成70度斜度, 而蓋子的卡扣下部斜面設計成60度。這樣在相同的瓶子卡圈直徑下, 由于瓶子卡圈的導向斜面斜度大, 蓋子壓入瓶子時(shí)相對而言會(huì )比較順滑, 上蓋力會(huì )相應比較小。見(jiàn)圖9。
(三) 拔蓋力的設計
影響拔蓋力的因素有:
a) 蓋子卡扣與瓶子卡圈的過(guò)盈量
b) 瓶子卡圈的下端面斜度
c) 蓋子卡扣上部斜面斜度
瓶子卡圈的下端面斜度最好是做成平面, 與軸向方向成90度。而蓋子卡扣上部斜面斜度由于大部分蓋子的卡扣不是通過(guò)模具上的滑塊成型, 而是強脫成型。由此就限制了此斜度不能太小, 否則蓋子成型脫模時(shí), 卡扣會(huì )被拉壞。一般可以設計成45度, 具體可見(jiàn)圖9。
(四) 蓋與瓶的定位設計
由于卡口瓶一般會(huì )與壓入式翻蓋或泵配合使用, 很多情況下蓋、瓶間有方向定位要求。一般情況下, 翻蓋或泵的開(kāi)口會(huì )對準瓶子的正面或側面;所以蓋子上可以設計定位筋而瓶子上設計定位擋塊, 當蓋子的定位筋與瓶子的定位檔塊接觸, 再進(jìn)行壓蓋的動(dòng)作。這樣就可以確保蓋子與瓶子定位要求, 當然也有利用蓋子外形與瓶子外形設計配合來(lái)定位, 具體可見(jiàn)圖10。
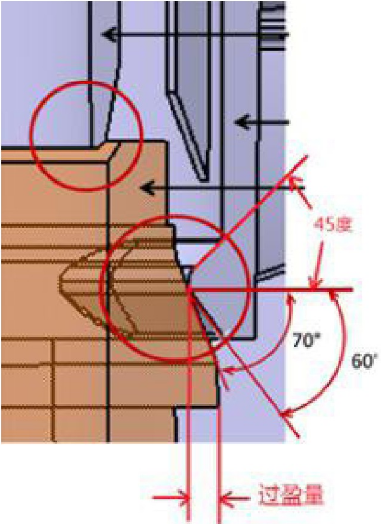
圖9

圖10
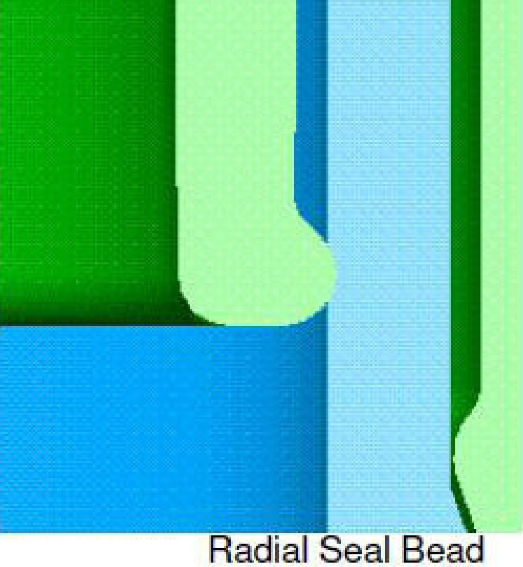
圖12
三、瓶蓋的密封設計
(一) Liner式密封
此類(lèi)密封方式是常見(jiàn)的密封方式, Liner組裝在蓋子中, 與瓶組裝后依靠瓶口頂部壓縮liner進(jìn)行密封。一般是用在螺紋瓶與螺紋旋蓋上較多, 卡口瓶很少單獨使用liner提供密封作用。Liner的選擇主要考慮如下因素:密度、硬度、壓縮比、恢復比、厚度….。在實(shí)際應用中, 大部分情況下可以通過(guò)選用不同類(lèi)型的liner來(lái)解決密封問(wèn)題, 只是瓶&蓋間隙或扭力會(huì )有不同。
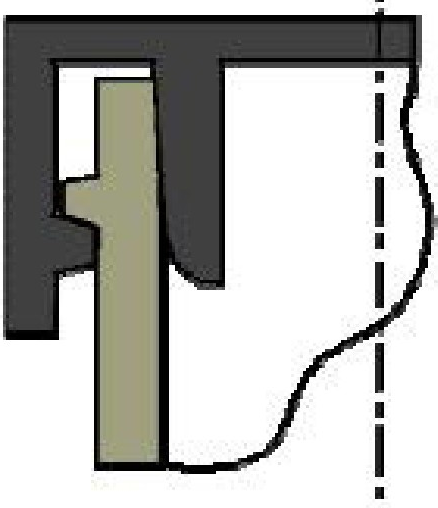
圖13
(二) 蟹爪式密封
有時(shí)瓶與蓋的密封區域很小, 以至墊片不能正常組在蓋子內, 此種情況可以考慮采用蟹爪式密封 (如圖11) 。在正常的上蓋時(shí), 此蟹爪類(lèi)似于墊片與瓶口頂部配合。但此類(lèi)密封不適用于較大上蓋力和需要重復開(kāi)蓋的情況, 因為較大上蓋力和重復開(kāi)蓋有損壞蟹爪環(huán)的風(fēng)險, 從而導致泄漏。同時(shí)瓶口頂面最少要有0.3mm左右的平面, 且要保證平面平整, 不能有缺口、細小溝槽、臺階、合模線(xiàn)等。
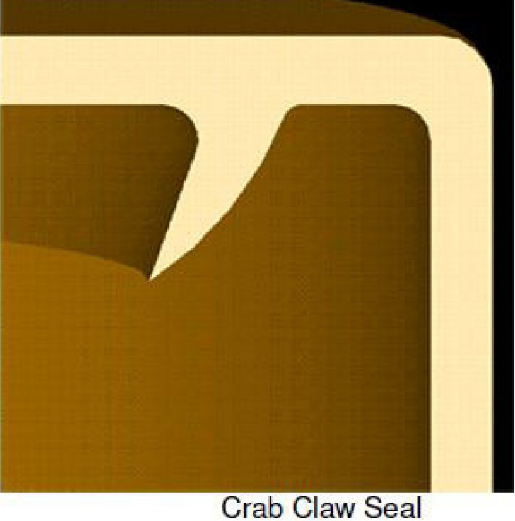
圖11
(三) 半圓珠式密封
此類(lèi)密封方式常常應用在圓柱形活動(dòng)密封, 現實(shí)生活中的有密封作用的按壓蓋經(jīng)常使用這個(gè)方式, 確保蓋子在活動(dòng)時(shí)還能有密封功能 (如圖12) 。
(四) 塞入式密封
此類(lèi)密封方式實(shí)際應用很廣泛, 通過(guò)蓋子的密封環(huán)與瓶口內徑的過(guò)盈量來(lái)達到密封效果 (如圖13) 。由于密封環(huán)與瓶口內徑接觸面積較大, 即使瓶口內壁有時(shí)有細微的變形, 缺點(diǎn)也不會(huì )導致泄漏。但是瓶口內徑表面一定保證光滑。
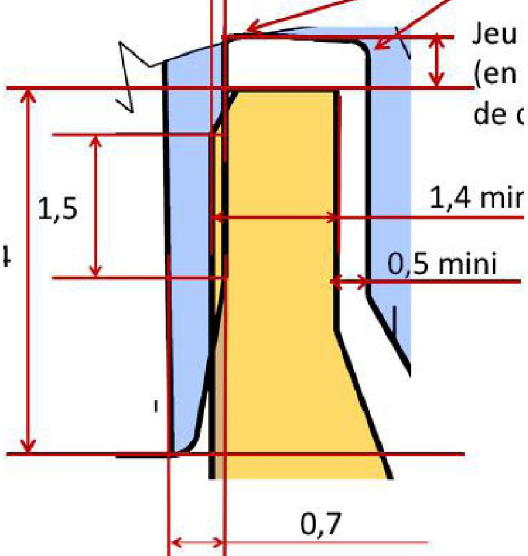
圖14
一般情況下, 蓋子的材料為PP, 而瓶子的材料為PP、PE、PET。
(一) 蓋子密封環(huán)的設計
a、蓋子密封環(huán)壁厚一般為0.7mm左右, 太厚容易使密封環(huán)的彈性不足, 太薄不易成型且強度可能不夠。太薄太厚都有可能導致泄漏 (如圖14) 。
b、蓋子密封環(huán)由于是注塑成型, 為了能順利的脫模且一般情況下密封環(huán)的高度不會(huì )太高, 所以拔模角度可以設計成1度, 前部分設計成30度錐度加R角過(guò)渡起導向作用。
c、有時(shí)密封環(huán)會(huì )設計成弧面式, 此方式主要應用于碳酸飲料或熱灌裝, 但此方式的模具加工及成型難度相應地加大了 (如圖15) 。
(二) 瓶口部位設計
a、內徑一般設計成0.5mm-1mm, 有45度的斜角起裝配導向作用。
b、瓶口外部若有螺紋或卡環(huán), 則其位置最少要距離瓶口頂面3mm左右。因為螺紋或卡環(huán)處瓶口內部會(huì )有輕微縮水, 與蓋子密封環(huán)配合后有泄漏的風(fēng)險。
c、瓶口壁厚不有太薄, 太薄會(huì )有開(kāi)裂的風(fēng)險。一般最小1.0mm左右。
(三) 過(guò)盈量設計
蓋子密封環(huán)與瓶口內徑間的過(guò)盈量是確保泄漏的重要因素, 過(guò)盈量設計要合理, 不可太大, 也不可太小。若過(guò)盈量太大, 瓶口壁會(huì )有開(kāi)裂的風(fēng)險。若過(guò)盈量過(guò)小, 則有泄漏的可能。另過(guò)盈量的設計也與瓶蓋所用的原材料有關(guān), 瓶子不同材料, 不同成型工藝過(guò)盈量的設計是不同。
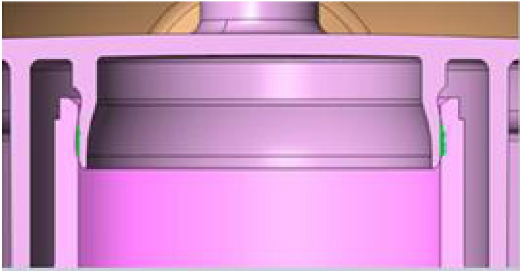
圖15
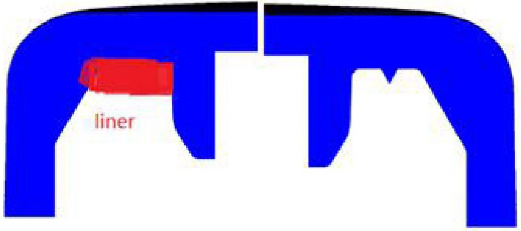
圖16
a、PP蓋子+HDPE瓶子
過(guò)盈量一般設計為瓶口內徑的1.5%, 有時(shí)最大過(guò)盈量在不開(kāi)裂的前提下可以設計成單邊0.25mm-0.30mm
b、PP蓋子+PET瓶子
由于PET瓶子容易開(kāi)裂, 理論上過(guò)盈量不會(huì )太大。對于一般的膏體, 過(guò)盈量設計成單邊0.1mm就可以。但對于那些易滲漏的膏體, 就要選擇較大的過(guò)盈量, 一般情況下, 單邊的過(guò)盈量不能超過(guò)0.2mm。但也不排除一些瓶口壁厚較厚, 膏體具有對PET材料不太敏感特性的瓶子單邊過(guò)盈量可以設計成0.30mm。
4、塞入式+墊片/小密封臺
有時(shí)當蓋子的密封環(huán)與瓶口徑的過(guò)盈量不能做大時(shí), 且單一的塞入式密封不能完全保證無(wú)泄漏要求時(shí), 則可以考慮增加墊片/小密封臺與瓶口頂面二次密封 (如圖16) 。若為增加小密封臺的方式, 則要確保此小密封臺一定要與瓶口頂面接觸。