24小時(shí)論文定制熱線(xiàn)
![]()
24小時(shí)論文定制熱線(xiàn)
![]()
摘要:液壓傳動(dòng)技術(shù)是利用液壓油為工作介質(zhì)進(jìn)行機械控制的傳動(dòng)方式。液壓傳動(dòng)具有重量輕、體積小、無(wú)極調速、操縱控制簡(jiǎn)便和自動(dòng)化程度高等優(yōu)點(diǎn);結合液壓傳動(dòng)技術(shù)操縱控制方便, 經(jīng)常運用于實(shí)現直線(xiàn)運動(dòng);工作介質(zhì)為礦物油, 相對運動(dòng)面可自行潤滑, 使用壽命長(cháng), 再結合CK6152機床的特點(diǎn), 提出了實(shí)現該類(lèi)機床卡盤(pán)、刀架、尾座控制由手動(dòng)變?yōu)樽詣?dòng)的液壓控制方案, 對液壓系統方案進(jìn)行了詳細論證, 并給出了電氣控制回路圖。在實(shí)踐中, 該液壓控制方案得到了驗證。
關(guān)鍵詞:數控機床; 液壓系統; 控制方案;
Abstract:Hydraulic transmission technology has mechanical control by hydraulic oil. Hydraulic transmission has advantages such as lightweight, small volume, stepless speed regulation, easy control and high degree of automation, the combination of hydraulic controltechnology is convenient, often used to achieve linear motion, working medium for mineral oil, the relative motion can be self-lubricatingsurface has the advantages of long service life, combined with the characteristics of the CK6152 machine, put forward the realization of themachine tool, chuck and tailstock is controlled by the manual to automatic hydraulic control scheme of hydraulic system are studied indetail, and gives the electrical control circuit diagram. In practice, the hydraulic control scheme has been verified.
Keyword:numerical control machine; hydraulic system; control scheme;
CK6152數控車(chē)床屬于經(jīng)濟型數控機床, 很多動(dòng)作仍然需要手工完成, 如用卡盤(pán)裝夾工件、刀架固定刀具、尾座的伸縮等, 這就大大降低了生產(chǎn)效率。如果在不對機床進(jìn)行大范圍改動(dòng)且成本費用不高的情況下, 對機床進(jìn)行部分改進(jìn)和改造就顯得非常必要。本文就是基于此目的, 介紹了一種CK6152數控機床進(jìn)行液壓系統改造的方案, 并且實(shí)現了可觀(guān)的經(jīng)濟效益。
1、液壓系統方案
本方案是基于實(shí)現CK6152機床卡盤(pán)夾緊工件、刀架固定刀具、尾座伸縮有手動(dòng)變?yōu)樽詣?dòng)的一種液壓系統設計。在設計時(shí), 首先分析了卡盤(pán)、刀架、尾座三部分各自通過(guò)液壓實(shí)現自動(dòng)的方案, 最后再綜合設計出整個(gè)系統的方案。
1.1、卡盤(pán)系統
該數控機床在運行過(guò)程中負載要求低, 而且低速運動(dòng)時(shí), 運動(dòng)平穩, 因此采用調速閥的進(jìn)油節流調速回路, 選用差動(dòng)液壓缸實(shí)現“快慢快”的回路。對普通CK6152數控車(chē)床機床卡盤(pán)卡緊動(dòng)作分析可知, 液壓卡盤(pán)作為執行元件, 其運動(dòng)過(guò)程可分解為:向前卡緊, 保持不動(dòng), 向后松開(kāi)。其運動(dòng)循環(huán)如圖1。
卡盤(pán)分系統由一個(gè)二位四通換向閥3 (帶兩個(gè)電磁閥) , 一個(gè)二位四通電磁換向閥4, 兩個(gè)減壓閥8和9及一個(gè)液壓缸組成。高壓加緊1YA得電, 3YA失電, 換向閥3和4均位于左位, 加緊力的大小可通過(guò)減壓閥8調節, 這時(shí)液壓缸活塞左移使卡盤(pán)加緊, 減壓閥8的調定值高于減壓閥9, 卡盤(pán)處于高壓加緊狀態(tài)。
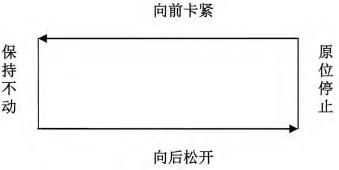
圖1 卡盤(pán)液壓缸運動(dòng)循環(huán)圖
液壓卡盤(pán)可以實(shí)現自動(dòng)加緊與松開(kāi)運動(dòng), 松夾時(shí), 使1YA失電, 2YA得電, 閥3切換至右位。活塞右移, 卡盤(pán)松開(kāi)低壓加緊。這時(shí)3YA得電而使換向閥4切換至右位, 壓力油經(jīng)減壓閥9進(jìn)入, 通過(guò)調節減壓閥9便能實(shí)現低壓加緊狀態(tài)下的夾緊力。
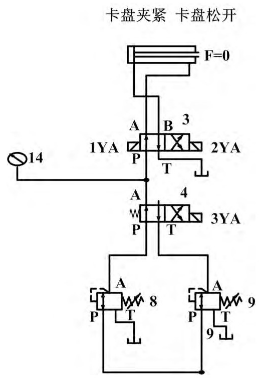
圖2 卡盤(pán)加緊與松開(kāi)液壓系統原理圖
1.2、回轉刀架 (自動(dòng)卡刀) 分系統
根據對普通CK6152數控車(chē)床機床中心架壓緊動(dòng)作的觀(guān)察和分析可知, 液壓中心架執行元件, 即中心架油缸的運動(dòng)過(guò)程可分解為:向前壓緊, 保持不動(dòng), 向后松開(kāi), 其運動(dòng)循環(huán)如圖3。
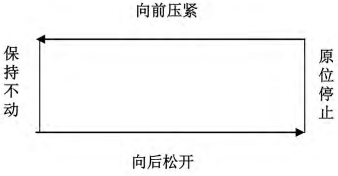
圖3 中心架液壓缸運動(dòng)循環(huán)圖
自動(dòng)回轉刀架盤(pán)分系統有兩個(gè)執行元件, 刀盤(pán)的松開(kāi)與夾緊由液壓缸執行, 而液壓馬達則驅動(dòng)刀盤(pán)回轉。控制刀盤(pán)的放松與夾緊是通過(guò)電磁換向閥6的切換來(lái)實(shí)現的。液壓馬達即刀盤(pán)正反都通過(guò)三位四通換向閥5的切換控制, 兩個(gè)單向調速11和12與變量液壓馬達在正反轉時(shí)都能夠通過(guò)進(jìn)油路容積節流調速閥來(lái)調節旋轉速度, 如圖4。
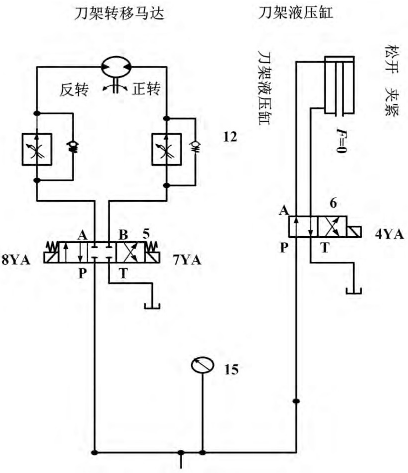
圖4 回轉刀架自動(dòng)卡刀液壓系統原理圖
自動(dòng)換刀完整過(guò)程是:刀盤(pán)松開(kāi)——刀盤(pán)通過(guò)左轉或右轉就近到達指定刀位——刀盤(pán)夾緊。因此電磁鐵的動(dòng)作順序是4YA得電 (刀盤(pán)松開(kāi)) ——8YA (正轉) 或 (反轉) 得電 (刀盤(pán)旋轉) ——4YA得電 (刀盤(pán)松開(kāi)) ——8YA (正轉) 或7YA (反轉) 得電 (刀盤(pán)旋轉) ——4YA失電 (刀盤(pán)夾緊) 。
1.3、尾座套筒伸縮動(dòng)作
再通過(guò)對該型號數控車(chē)床機床尾座頂緊動(dòng)作的分析可知, 液壓尾座執行元件, 即尾座油缸的運動(dòng)過(guò)程可分解為:向前頂緊, 保持不動(dòng), 向后松開(kāi), 其循環(huán)圖如圖5。
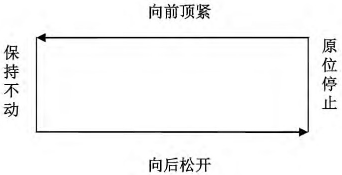
圖5 座液壓缸運動(dòng)循環(huán)圖
尾座套筒通過(guò)液壓缸來(lái)實(shí)現頂出與縮回。控制回路由減壓閥10, 三位四通換向閥7和單向調速閥13組成。減壓閥10將系統壓力降為尾座架套筒頂緊所需要的壓力。但單相調速閥13用于在尾座套筒伸出時(shí)實(shí)現回油節流閥調速控制伸出速度5YA得電, 尾座套筒縮回如圖6。
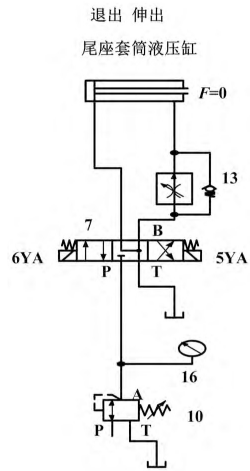
圖6 尾座套筒伸縮液壓系統原理圖
綜合上述三部分液壓系統原理圖, 歸納這個(gè)系統液壓原理圖如圖7所示。
1.4、最終方案的制定和說(shuō)明
(1) 確定液壓泵類(lèi)型及調速方式
分析其他同類(lèi)機床型號的結構, 選用開(kāi)式液壓回路, 組成回路的液壓元件分別為單向定量液壓泵供油、調速閥進(jìn)油節流調速等, 溢流閥作定壓閥。回油路上設置背壓閥, 初定背壓值為0.8 MPa。
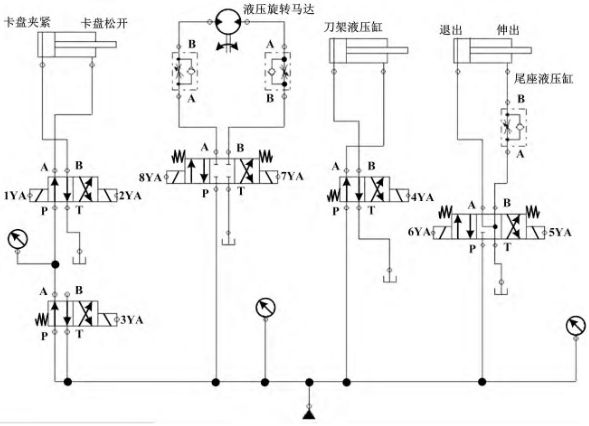
圖7 系統液壓原理圖
表1 液壓系統電磁動(dòng)作
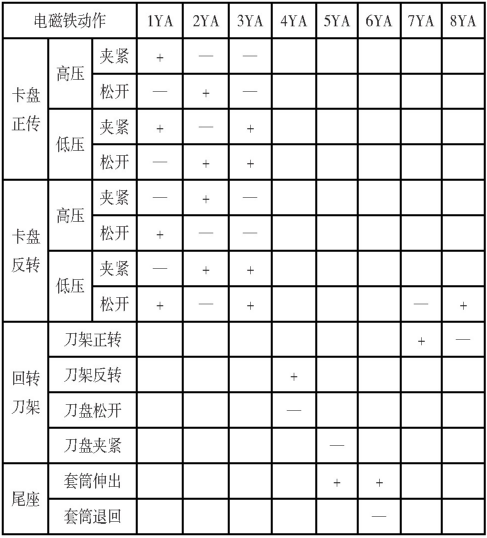
注:“+”表示電磁鐵得電。將壓力繼電器SP1的壓力調至3.0-3.5MPa, 當油液中的壓力低于繼電器SP1設定壓力時(shí), SP1發(fā)出信號, 使主軸停止運轉。
(2) 選用執行原件
因液壓系統有檔位變換需求, 且液壓缸有正向和反向運動(dòng), 因此采用單活塞桿的二位液壓缸變擋。
(3) 換向回路的選擇
本系統選用電磁換向閥的換向回路, 兩個(gè)油缸都選用三位四通換向閥。
(4) 組成液壓系統繪原理圖
根據上述所選定的液壓方案和元件進(jìn)行組合, 即組成如圖7所示的液壓系統原理圖。液壓系統圖的運行得有電磁鐵的控制才能夠運行, 如表1為整個(gè)液壓系統電磁鐵的動(dòng)作順序。
2、液壓系統的驗算
因為在設計液壓系統時(shí), 某些參數是初步估計的, 在選定了液壓元件后, 應根據實(shí)際情況對整個(gè)液壓系統的某些技術(shù)進(jìn)行必要的驗算, 以便對所選的液壓元件和液壓系統的參數壓力進(jìn)一步的調整。
已知系統中進(jìn)、回油管的內徑均為12 mm, 選用N46#液壓油, 考慮到N46#液壓油的最低溫度為15℃, 查得其15℃時(shí)的運動(dòng)粘度v=150 cst=1.5 cm2/s, 密度ρ=920 kg/m3。
2.1、壓力損失的驗算
液壓缸運動(dòng)時(shí)壓力損失, 最大速度為3 m/min, 最大流量為40 L/min則油液在管內的流速為:
管道內的流動(dòng)雷諾數為:

可見(jiàn)乳化液在管道內流態(tài)為層流, 其沿程阻力系數:
進(jìn)油管道的沿程壓力損失Δp1為:
因為液壓缸在整個(gè)行程中工作時(shí)的阻力最大, 壓降滿(mǎn)足壓力損失范圍要求, 所以原設計符合設計要求。
局部壓力損失:局部壓力損失主要是由管道和管接頭的壓力和通過(guò)液壓閥的局部壓力損失而導致, 前者的壓力損失主要由具體的安裝結構決定, 一般取沿程壓力損失的10%;而后者的壓力損失與閥的流量大小有關(guān), 若閥的額定流量和額定壓力qn和Δpn, 則當通過(guò)閥的流量為q時(shí)的閥的壓力損失Δpv的計算公式為:
在該液壓系統中通過(guò)每一個(gè)閥的最大流量?jì)H為9.75 L/min, 所以通過(guò)該計算公式得到的壓力損失很小, 因此可以忽略不計。
2.2、系統溫升與發(fā)熱的驗算
根據以上的計算可知, 在快進(jìn)時(shí)輸出功率;

慢進(jìn)時(shí):

而快進(jìn)時(shí)的有效功率:

慢進(jìn)時(shí)有效功率為48.25 W;快進(jìn)時(shí)的功率損失249.7 W;現在以較大的值來(lái)校核熱平衡, 求出發(fā)熱功率。
設油箱的三個(gè)邊長(cháng)在1∶1∶1~1∶2∶3范圍內。則計算出的散熱面積為:

在通風(fēng)情況良好的情況下, 取h=1 510 k W/ (m2·℃) , 所以油液的升溫為:

室溫為20℃, 熱平衡溫度為36.71℃<65℃, 沒(méi)有超出范圍。
3、電氣控制回路圖
根據液壓系統圖設計出CK6152數控機床的電氣控制圖, 如圖8。
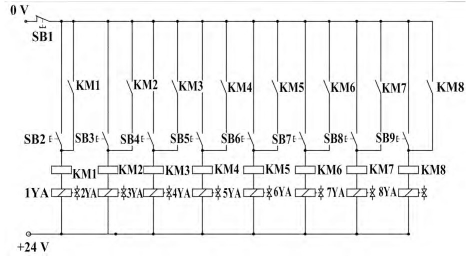
圖8 電氣控制圖
KM1、KM2、KM3、KM4、KM5、KM6、KM7、KM8為電氣控制回路圖的繼電器, 1YA、2YA、3YA、4YA、5YA、6YA、7YA、8YA為電氣控制回路圖的電磁鐵, SB1為急停按鈕, SB2、SB3、SB4、SB5、SB6、SB7、SB8、SB9為按鈕開(kāi)關(guān)。
按下SB2時(shí)電磁鐵1YA得電, KM1線(xiàn)圈得電并且自鎖, 按下SB3時(shí)電磁鐵2YA得電, KM2線(xiàn)圈得電并且自鎖, 按下SB4時(shí)電磁鐵3YA得電, KM3線(xiàn)圈得電并且自鎖, 按下SB5時(shí)電磁鐵4YA得電, KM4線(xiàn)圈得電并且自鎖, 按下SB6時(shí)電磁鐵5YA得電, KM5線(xiàn)圈得電并且自鎖, 按下SB7時(shí)電磁鐵6YA得電, KM6線(xiàn)圈得電并且自鎖, 按下SB8時(shí)電磁鐵7YA得電, KM7線(xiàn)圈得電并且自鎖, 按下SB9時(shí)電磁鐵8YA得電, KM8線(xiàn)圈得電并且自鎖。
4、結束語(yǔ)
通過(guò)對CK6152數控機床液壓系統的改造, 完成了機床動(dòng)作的全自動(dòng)的推進(jìn), 提高了CK6152數控機床的自動(dòng)化程度。本次改造目的是用液壓系統來(lái)完成CK6152車(chē)床的刀架卡緊動(dòng)作, 使刀架的運動(dòng)滿(mǎn)足旋轉精度、剛度、抗震性等主要性能, 以提高整機性能。通過(guò)本次的數控機床液壓系統的改造過(guò)程能夠很好的體現液壓系統運用在車(chē)床中的性能優(yōu)點(diǎn), 為以后的數控車(chē)床系統的改造提供了典型的案例。
參考文獻
[1]韓建海.數控技術(shù)及裝備[M].武漢:華中科技大學(xué)出版社, 2007.
[2]姜培剛, 蓋玉先.機電一體化系統設計[M].北京:機械工業(yè)出版社, 2003.
[3]王守城, 段俊勇.液壓元件及選用[M].北京:化學(xué)工業(yè)出版社, 2007.
[4]劉延俊.液壓系統使用與維修[M].北京:化學(xué)工業(yè)出版社, 2006.
[5]李現友.組合機床液壓系統性能分析及改造[J].機床與液壓, 2011, 39 (12) :163-164.
[6]姚玲峰, 曹選平, 羅綱.基于PLC的多功能液壓源控制系統設計[J].機床與液壓, 2011, 39 (12) :107-109.
[7]金成毅, 熊瑞平.一種基于PLC控制的石材切割機的液壓系統[J].液壓與氣動(dòng), 2012 (4) :48-51.
[8]李?lèi)? 周利坤, 馮建偉, 等.基于PLC與電液伺服的油罐清洗機器人控制系統設計[J].機床與液壓, 2014, 39 (9) :38-40.
[9]狄景微.一種組合機床液壓系統設計[J].液壓氣動(dòng)與密封, 2012 (8) :26-28.
[10]桂和利, 葉艷虹.氣缸蓋底面噴水孔加工組合機床液壓系統的設計[J].流體傳動(dòng)與控制, 2009, 36 (5) :54-56.
[11]胡軍.玻璃器皿壓機液壓沖壓系統的設計計算與研究[J].機床與液壓, 2009, (4) :64-66.
[12]胡萬(wàn)強.臥式雙面銑削組合機床液壓系統設計[J].機床與液壓, 2013, 41 (8) :84-86.